Jak vybrat průměr frézy?
Dnes v sérii publikací materiálů z učebnice Lovygina A.A., Vasiliev A.V. a Krivtsova S.Yu. Kapitola s doporučeními pro CNC frézování:
Výběr průměru frézy
Zpravidla záleží na šířce zpracovávaného obrobku a také na výkonových charakteristikách stroje. V tomto případě je důležitým faktorem určujícím úspěšné dokončení operace frézování vzájemná poloha obrobené plochy a frézy.
Šířka frézování má zvláště silný vliv na volbu průměru frézy při obrábění čelními frézami. V tomto případě se doporučuje zvolit průměr frézy, který přesahuje šířku frézování o 20 – 50 %.
Pokud lze zpracování provést v několika průchodech, pak by šířka řezu pro každý průchod měla být rovna 3/4 průměru frézy. V tomto případě bude tvorba třísky a zatížení řezné hrany optimální.
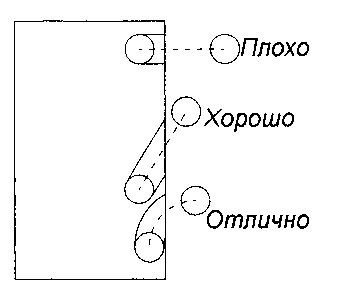
Když průměr frézy výrazně přesahuje šířku obrobku, měla by být osa frézy posunuta od osy symetrie obrobku. Blízké umístění osy frézy k ose obrobku nám samozřejmě umožňuje zajistit nejkratší dráhu zubů frézy v kovu, spolehlivou tvorbu třísky na vstupu a příznivou situaci s ohledem na rázové zatížení břitové destičky. Ale když je osa frézy umístěna přesně podél osy symetrie obrobku, cyklická změna řezné síly při vstupu a výstupu může způsobit vibrace, které povedou k poškození břitové destičky a špatné drsnosti povrchu.
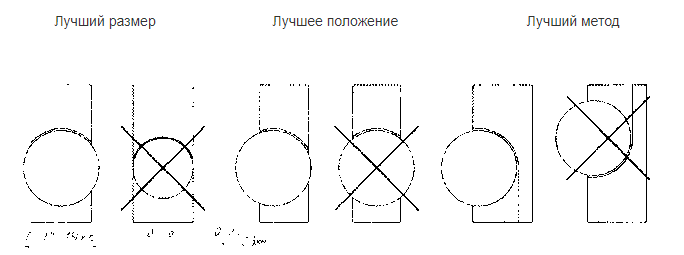
Rýže. 2.10. Možnosti umístění frézy vzhledem k obrobku.
Pro čelní frézování Pokud je to možné, vyhněte se frézovacím rovinám, kde se protínají drážky a otvory, protože to vystaví řezné hrany neuspokojivým podmínkám přerušovaného řezu. Po frézování proveďte operaci vytvoření otvoru. Pokud tato možnost není možná, pak když fréza protne otvor, snižte rychlost posuvu o 50 % doporučené.
Při zpracování velkých ploch snažte se nepřerušit kontakt frézy s obrobkem, který prochází povrchem po obvodu, a ne v několika paralelních průchodech. Rohy musí být opracovány podél poloměru většího než je poloměr frézy, aby se vyloučila možnost vibrací spojených s prudkým nárůstem úhlu pokrytí frézy.
Při obrábění uzavřené drážky (uzavřená oblast) Hlavním problémem je obtížnost počátečního vstupu nástroje do materiálu obrobku, protože většina stopkových fréz nefunguje dobře pro vrtání. Existuje několik způsobů, jak tento problém vyřešit. Nejjednodušší cestou ze situace je předvrtat technologický otvor a do něj pak klidně spustit frézu. Zajímavějšími metodami jsou kyvadlové a spirálové řezání. V tomto případě není nutné předběžné vrtání; řezný nástroj hladce vstupuje do materiálu obrobku.
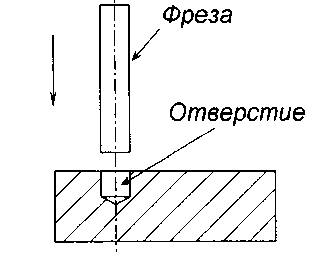
Pro vertikální vjezd nástroje je vhodné předvrtat otvor do hloubky následného frézování
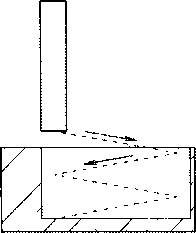
Trajektorie spirály se ponoří do roviny zpracování.
Frézování tenkostěnných dílů
Při zpracování je třeba věnovat zvláštní pozornost tenkostěnné kapsy. Materiál je vhodné vybírat postupně a vždy metodou sjezdového frézování. V opačném případě existuje možnost „podkopání“ tenké stěny.
Obrábění vnitřních poloměrů, pokuste se udržet poloměr frézy o něco menší než poloměr v rohu kapsy (kontury). Faktem je, že v okamžiku, kdy fréza vstoupí do rohu, se šířka frézování náhle zvětší, což může vést k „vyzvednutí“ nástroje a v důsledku toho oříznout zpracovávaný obrys nebo zlomit frézu. Při zadávání průměru frézy pro hrubování vnitřních poloměrů je žádoucí, aby přídavek ponechaný v rozích nepřesáhl (0.20*D), kde D je průměr následující dokončovací frézy.
Při zpracování hlubokých kontur a říms je nutné zajistit dostatečnou tuhost nástroje, aby nedocházelo k jeho lisování a eliminaci „zužování“ obrobené plochy. Je žádoucí, aby průměr nástroje D vyhovoval podmínce H
Při provádění hrubování a zejména dokončovacího frézování nástroj by měl být přiveden na povrch, který má být opracován, tangenciálně nebo v přímé linii pod ostrým úhlem. Podle tohoto pravidla je nutné nástroj zatáhnout. Faktem je, že při počátečním řezání do materiálu obrobku je fréza vystavena ostrému zatížení, což může vést k jejímu zlomení nebo k tomu, že na povrchu součásti, kde fréza vstupuje do materiálu, zůstane stopa nebo nerovnost. . Pokud je zanoření hladké, zatížení nástroje se bude postupně zvyšovat a povrch zůstane „čistý“.
Nejjednodušší způsoby, jak přistupovat k nástroji
Modelová řada Router 9565

Videa modelů 9565, 9565TPP a dalších strojů z řady 9565.
Modelová řada Router 8060

Video modelů 8060 a dalších strojů z řady 8060.
Modelová řada Router 6050

Video modelů 6050 a dalších strojů z řady 6050.
Modelová řada Router 6040

Video modelů 6040, 6040С, 6040С7, 6040СКМ, 6040ВЗ, 6040ВЗКМ a dalších strojů z řady 6040.
Modelová řada Router 4230

Video modelů 4230, 4230TPP, 4230ShVP a dalších strojů z řady 4230.
Modelová řada Router 4030

Videa modelů 4030, 4030PS a dalších strojů z řady 4030.
Modelová řada Router 3131

Video modelů 3131 a dalších strojů z řady 3131.
Modelová řada Router 3116

Video modelů 3116, 3116D a dalších strojů z řady 3116.
Modelová řada Router 3020

Video modelů 3020, 3020BZ, 3020VZKM a dalších strojů z řady 3020.
Modelová řada Router 1220

Video modelů 1220 a dalších strojů z řady 1220.
Modelová řada Router 1216

Video modelů 1216 a dalších strojů z řady 1216.
Modelová řada Router 1212
Video modelů 1212 a dalších strojů z řady 1212.
Modelová řada Router 1070

Video modelů 1070, 1070VZ a dalších strojů z řady 1070.
Modelová řada Router Dent

Video modelů Dent-M, Dent-M1 a dalších strojů z řady Dent.
CNC stroje na dřevo

Video našich CNC řezacích strojů na dřevo.
CNC frézky
Video našich CNC frézek.
CNC frézky na dřevo
Video našich CNC frézek na dřevo.
CNC frézky na kov

Video našich CNC frézek na kov.
CNC frézky a gravírovací stroje

Video našich CNC frézovacích a gravírovacích strojů.
CNC stroje na kov
Video našich CNC obráběcích strojů.
Dřevořezba na CNC stroji

Video dřevořezby na CNC stroji naší výroby.
CNC stroje pro malé firmy

Video námi vyrobených CNC strojů pro malé firmy.
Školení na CNC strojích
Videoškolení CNC strojů naší výroby.
Dřevoobráběcí CNC stroje
Video našich CNC dřevoobráběcích strojů.
CNC stroje pro obrábění kovů
Video CNC strojů pro kovoobrábění naší výroby.
Výroba, montáž a seřízení CNC strojů

Video z výroby, montáže a seřízení CNC strojů naší výroby.
Stolní CNC stroje

Video stolních CNC strojů naší výroby.
CNC stroje pro obrábění dřeva
Video CNC strojů pro obrábění dřeva naší výroby.
CNC plazmový řezací stroj
Video řezání kovů pomocí CNC plazmové řezačky naší výroby.
CNC obráběcí centra

Video CNC obráběcích center naší výroby.
3D CNC stroje
Video 3D / 3D CNC stroje naší výroby.
CNC zpracování

Zpracování videa na CNC strojích naší výroby.
3D tiskárny
Video 3D tiskáren z naší výroby.
V tomto článku budeme hovořit o výpočtu hlavních parametrů používaných pro výběr režimu řezání na frézkách a také se trochu dotkneme důležitých kritérií pro výběr fréz.

Výběr parametrů frézování
Při výběru režimu řezání na frézce je třeba vypočítat následující parametry:
– Otáčky hřídele vřetena (n) – závisí na typu a vlastnostech použitého vřetena a frézy a také na vlastnostech zpracovávaného materiálu. Tento parametr se vypočítá pomocí následujícího vzorce: n (ot./min) = 1000 * V/ π * D, kde V je řezná rychlost (m/min), π je číslo Pi (3.14) a D je průměr řezné části frézy (mm). Řezná rychlost (V) je dráha, kterou za minutu urazí bod řezné hrany frézy a tento parametr by měl být převzat z referenčních tabulek (příklad takové tabulky je uveden níže).
Když se výpočet provádí pro frézy s malým průměrem, může být rychlost otáčení vřetena větší než počet otáček, které vřeteno může poskytnout, takže v tomto případě pro další výpočty rychlosti otáčení je skutečná maximální rychlost otáčení vřetena je přijato.
– Rychlost posuvu (S) je rychlost pohybu řezného nástroje, která se vypočítá podle následujícího vzorce: S (mm/min) = fz * z * n, kde fz je posuv na zub frézy (mm), z je počet zubů frézy, n je rychlost vřetena (ot/min). Posuv na zub (fz) při obrábění určitých materiálů lze převzít z referenčních tabulek, například z tabulky níže:
Tabulka pro výpočet řezné rychlosti a posuvu na zub
| Zpracovaný materiál | Řezná rychlost (V), m/min | Posuv na zub frézy (fz) podél jeho průměru (d), mm | ||||
| 0.5mm | 1 2–XNUMX XNUMX mm | 3 4–XNUMX XNUMX mm | 5 6–XNUMX XNUMX mm | 8 10–XNUMX XNUMX mm | ||
| Umělá hmota | 300-400 | 0.02 | 0.06 | 0.15 | 0.20 | 0.30 |
| Plexisklo | 100-150 | 0.02 | 0.05 | 0.10 | 0.18 | 0.25 |
| dřevo | 200-450 | 0.02 | 0.035 | 0.055 | 0.09 | 0.12 |
| Hliník, mosaz, bronz, měď | 120-250 | 0.01 | 0.02 | 0.03 | 0.04 | 0.07 |
| Hliník měkký | 120-500 | 0.01 | 0.03 | 0.04 | 0.05 | 0.08 |
| Hořčík | 150-300 | 0.01 | 0.02 | 0.035 | 0.04 | 0.075 |
| ocel | 35-50 | 0.005 | 0.01 | 0.015 | 0.02 | 0.03 |
| Litina | 40-60 | 0.005 | 0.015 | 0.02 | 0.03 | 0.04 |
| Titan | 20-30 | 0.005 | 0.01 | 0.02 | 0.03 | 0.04 |
Po výpočtu hodnoty rychlosti posuvu ji upravte na základě tuhosti stroje. Pokud má stroj vysokou tuhost a mechanickou kvalitu, pak se rychlost posuvu zvolí blíže k maximálním vypočítaným, ale pokud je tuhost stroje poměrně nízká, zvolí se nižší hodnoty rychlosti posuvu. Rychlost posuvu podél osy Z by měla být mezi 1/3 a 1/5 rychlosti posuvu (S).
– Hloubka frézování na průchod (osa Z) – tento parametr přímo závisí na délce řezné hrany a také na tuhosti frézy a stroje. Hloubka frézování by měla být zvolena postupným zvyšováním tohoto parametru a pozorováním výsledků práce. Pokud během provozu zaznamenáte špatnou kvalitu řezu nebo cizí vibrace, pak k vyřešení tohoto problému budete muset snížit hloubku na průchod a upravit rychlost posuvu.