Svařování argonem: technologie argonového oblouku, návod jak na to sami, video, foto
Svařování argonem je nepostradatelná metoda, se kterou můžete vytvářet nerozebíratelné spoje výrobků z neželezných kovů, titanu, nerezové oceli a dalších slitin. Kromě toho se tento typ svařování vyznačuje dobrou kvalitou švu a vysokou produktivitou. Univerzální schopnosti argonového svařování lákají i domácí řemeslníky. Toto zařízení je však drahé a pro domácí použití se prakticky nepořizuje. Proto stále více řemeslníků začíná přemýšlet o výrobě argonové svařovací jednotky vlastníma rukama.
Technologie a aplikace argonového svařování
- Protože je argon o 38 % těžší než vzduch, dobře proniká do svarové lázně a chrání ji před plyny v atmosféře. Díky tomu je svarový šev získán bez tvorby oxidového filmu, který zlepšuje kvalitu připojení.
- Argon je přítomen ve vzduchu, je tedy vedlejším produktem, který vzniká při získávání kyslíku a dusíku z atmosféry a je nejvíce levné mezi ochrannými plyny pro svařování.

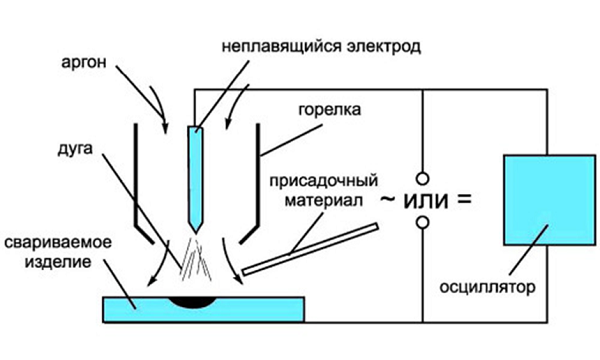
Proces svařování v argonu probíhá podle následujícího principu. Doslova 1 sekundu před zapálením oblouku je do hořáku přiváděn argon. Svářeč přivede elektrodu k části připravené k připojení a stiskne tlačítko napájení. Ale protože je k zapálení oblouku v prostředí ochranného plynu potřeba vysoká ionizace, přichází na řadu oscilátor.
Oscilátor je zařízení, které produkuje vysokofrekvenční a vysokonapěťové impulsy, které mohou ionizovat plyn a zapálit oblouk mezi elektrodou a obrobkem.
Po zapálení oblouku je ručně nebo automaticky přiváděn výplňový drát do spoje dílů. Díly se svařují roztavením přísady, jejíž kov padá na roztavené okraje spojovaných obrobků.
Tradičně se argonové svařování vztahuje ke spojování kovů pomocí netavitelné wolframové elektrody, která vytváří oblouk a přísadu ve formě kovové tyče nebo drátu. Tento typ svařování má mezinárodní označení „TIG“.
Svařování argonem se používá v následujících oblastech.
- Konstrukce rámu. Svařované švy vydrží konstantní zatížení.
- Spojování trubek z oceli i neželezných kovů, včetně trubek z různých slitin.
- Spojování různých kovů.
- Spojování téměř všech kovů: titan, měď, hliník, nerezová ocel, bronz, mosaz, litina atd. To je důležité zejména pro automobilový průmysl.
- Výroba ozdobných a bižuterních předmětů.
Prvky pro sestavení domácího zařízení
K sestavení zařízení pro argonové svařování budete potřebovat následující položky:
- svařovací stroj stejnosměrného nebo invertorového typu;
- oscilátor;
- jednotka ochrany měniče;
- hořák;
- argonový válec;
- reduktor plynu;
- plynová hadice;
- svařovací kabely.
Zdroj energie
Jako zdroj proudu pro svařování TIG můžete vzít běžný svařovací transformátor a na jeho výstupu adaptovat diodový můstek pro usměrnění proudu. Můžete také použít svařovací usměrňovač. U obou typů zařízení ale bude potřeba přidat i oscilátor, který usnadní bezkontaktní zapálení oblouku.

Na internetu se můžete dočíst, že nejsnáze se svařuje argonem z invertoru. Ale je zde několik nuancí. Existují střídače, ve kterých již Vestavěná možnost svařování TIG. V tomto případě stačí k zařízení připojit hadici s hořákem pro argonové svařování, připojit hadici k argonové láhvi a jednotka je připravena k práci. Nejprve jej ale musíte přepnout do režimu TIG a nastavit požadovaný proud.
Je třeba poznamenat, že takové měniče již mají vestavěný oscilátor a potřebnou ochranu.
K tomuto účelu nelze použít invertory bez vestavěné funkce svařování TIG. I když k němu připojíte externí oscilátor, měnič se jednoduše spálí. Abyste tomu zabránili, budete potřebovat malý invertorovou konverzi, která spočívá v přidání ochranného bloku do jeho obvodu. Tento blok lze sestavit společně s oscilátorem na jedné desce a umístit do samostatného pouzdra. Ke střídači dostanete malý nástavec.
Oscilátor a ochranná jednotka
Jak bylo uvedeno výše, svařovací invertor bude vyžadovat speciální nástavec pro svařování TIG. Můžete jej sestavit vlastníma rukama podle níže uvedeného schématu.
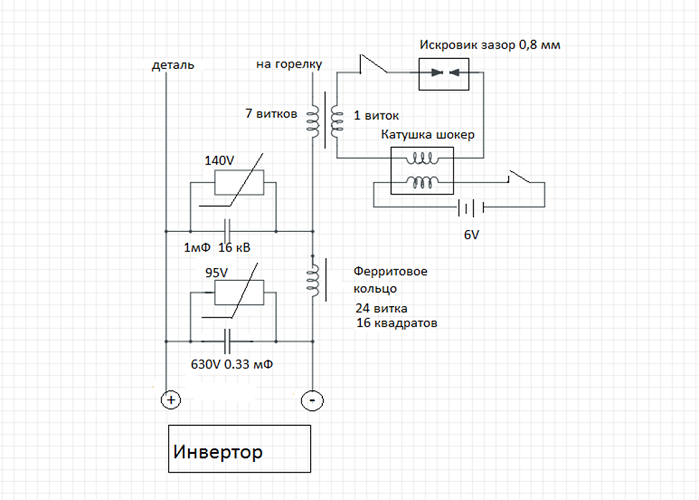
Tento obvod obsahuje ochranný blok (umístěný vlevo) a oscilátor. Ten lze zakoupit v Číně nebo sestavit sami. Jak je výše uvedený obvod sestaven, můžete zjistit sledováním tohoto videa.
Hořák
Pro argonové svařování se používá speciální hořák, který se skládá z keramické trysky a držáku wolframové elektrody.

Na hořáku je také startovací tlačítko a ventil přívodu plynu. Hořák lze sestavit z komponentů, kterých je na čínských webech dostatek, nebo si tam můžete koupit hotový (složený).
Argonový válec
Z bezpečnostních důvodů je zvykem natřít všechny plynové lahve různými barvami a umístit na ně nápisy v různých barvách. Níže je obrázek, který ukazuje všechny typy plynových lahví s označením a barvami odpovídajícími jejich obsahu.
Jak je vidět z obrázku, na argon se používají černé (s bílým pruhem) nebo šedé (se zeleným pruhem a nápisem) válce. Pro svařování TIG používá se čištěný argon. Proto si budete muset koupit šedý válec se zeleným nápisem „Pure Argon“.
Poraďte! Pro profesionální použití se používají tlakové lahve o objemu cca 50 litrů a velké hmotnosti. Pro domácí použití ale bude stačit 10litrový válec, který lze samostatně posouvat.
Převodovka
Vzhledem k tomu, že plyn v láhvi je pod vysokým tlakem, je zapotřebí reduktor, který jej dodává do hořáku. Toto zařízení ukazuje tlak ve válci a umožňuje upravte průtok plynu podél hadice vedoucí k hořáku.

Reduktor musí být zvolen striktně pro konkrétní plyn, tedy v tomto případě pro argon. Obvykle má zařízení stejnou barvu jako plynová láhev.
Hadice a svařovací kabely
Pokud si sami sestavíte hadici pro argonové svařování, ukáže se, že je tlustá a obtížně se ohýbá, protože do ní musíte umístit elektrický kabel a plynovou hadici. Kromě toho budete muset samostatně zakoupit konektory pro připojení k hořáku a k invertoru (pokud používáte invertor se schopnostmi svařování TIG). Na stejném místě jako hořák lze zakoupit již hotovou objímku pro argonové svařování.
Algoritmus pro sestavení svařovacího stroje
Montáž zařízení pro argonové svařování z invertoru je poměrně jednoduchá.
- Připojte ochrannou jednotku s oscilátorem k měniči podle výše uvedeného schématu.
- Zemnící kabel musí být připojen ke svorce oscilátoru se znaménkem „+“. Kabel, který vede k hořáku, je připojen ke svorce se znakem „-“. Pro svařování hliníku jsou kabely připojeny obráceně.
- Připojte hořák k objímce kabelem a plynovou hadicí.
- Našroubujte redukci na argonový válec.
- Plynová hadice musí být připojena k redukci namontované na argonové láhvi.
- Připojte střídač k síti 220 V a oscilátor k 6V napájecímu zdroji.
Poté bude svářečka DIY TIG připravena k použití. Nejprve je však nutné jej správně nakonfigurovat.
Nastavení hotového zařízení
Domácí instalace argonového svařování vyžaduje následující nastavení.
- Naostřete wolframovou elektrodu na ostřičce, dokud nebude vypadá jako iglú. To se provádí tak, aby se oblouk soustředil na konci jehly a „nešel“ v různých směrech.
- Vezměte svítilnu a nainstalujte do ní wolframovou elektrodu. Průměr elektrody musí odpovídat kleštině, ve které je upevněna.
- Otevřete ventil na hořáku a nastavte požadovanou hodnotu průtok argonu pomocí reduktoru (postačí průtok 12-15 l/min), poté opět uzavřete ventil na hořáku.
- Zapněte oscilátor a přiveďte hořák s elektrodou ke kovu, ke kterému je připojen zemnící kabel.
- Když stisknete tlačítko napájení, mezi kovem a elektrodou by se měl objevit oblouk ve vzdálenosti asi 0,5 mm.
- Zapněte přívod plynu a znovu stiskněte tlačítko. V tomto případě by měl být oblouk zapálen ve vzdálenosti 10 mm nebo více.
Po provedení výše popsaných jednoduchých nastavení můžeme říci, že zařízení s funkcí TIG je zcela připraveno k práci.
Nejnovější zprávy o gadgetech a technologiích na našem kanálu Telegram.
Pro provádění svářečských prací s díly z nerezové oceli, neželezných kovů a slitin na jejich bázi (hliník, měď, bronz atd.) je nutné použít speciální aparaturu a ochranný plyn (nejčastěji se k nim používá argon účely). Vzhledem k vysokým nákladům na vybavení a profesionální služby pro provádění takových svařovacích prací se mnoho lidí zajímá, zda je možné svařování argonem vlastníma rukama – pomocí domácího technického zařízení.
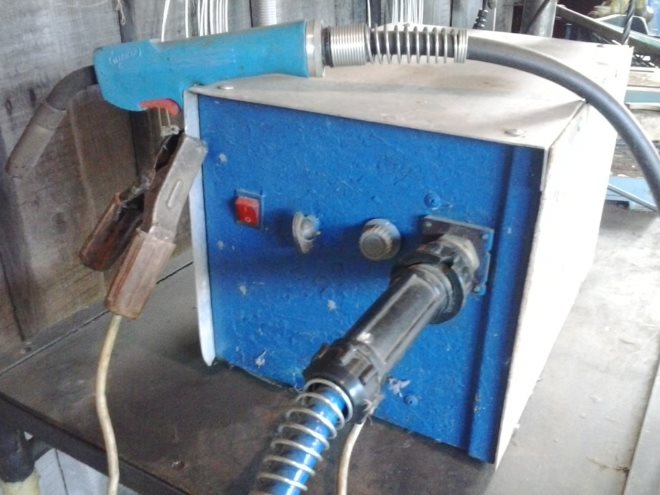
Domácí argonová svářečka
Skutečně je možné takové zařízení vyrobit a efektivně využít, jak dokazují četné fotografie a schémata podobných zařízení na internetu.
Abyste mohli kompetentně vyrobit zařízení pro argonové svařování a použít jej k získání vysoce kvalitních a spolehlivých svarů, musíte nejprve pochopit, jaká je tato technologie spojování dílů z neželezných kovů a legovaných ocelí. Má mnoho podobností se svařováním elektrickým obloukem i plynovým svařováním, ale výrazně se od nich liší ve svých klíčových principech.
Proč je při svařování potřeba plyn?
Při zahřívání a tavení reagují legované oceli a neželezné kovy s kyslíkem a dalšími plyny obsaženými v okolním vzduchu. V důsledku toho se na povrchu takových kovů vytvoří žáruvzdorný oxidový film a hliník se při interakci s kyslíkem v roztaveném stavu může dokonce vznítit. Tento negativní faktor vede k výraznému zhoršení kvality svaru, který se stává porézním a nehomogenním.
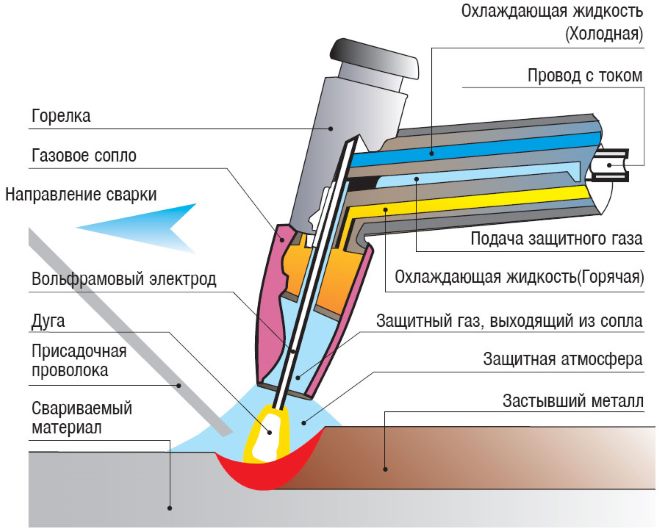
Schéma procesu svařování v ochranné atmosféře plynu
Těmto problémům se lze vyhnout použitím inertního plynu argon, který chrání oblast svářečských prací.
Použití tohoto plynu, který má větší hmotnost než kyslík a prakticky nereaguje s jinými chemickými prvky, umožňuje nejen vytěsnit všechny plynné složky okolního vzduchu ze svařovací zóny, ale také vytvořit proud vodivého plazmatu v to přispívá k efektivnějšímu a rychlejšímu natavení hran spojovaných dílů.
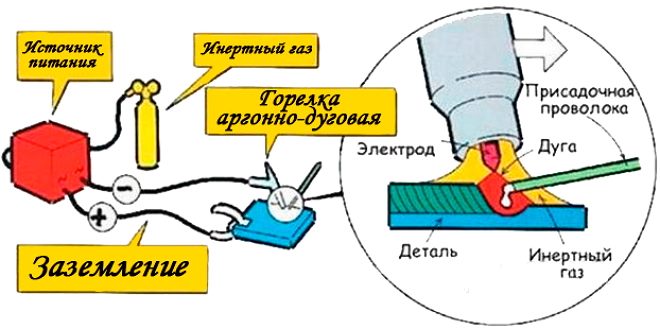
Obecné schéma argonového obloukového svařování
Svařování argonovým obloukem lze provádět pomocí různých typů elektrod: nekonzumovatelných, vyrobených z wolframu a spotřebních, jejichž chemické složení musí co nejlépe odpovídat složení spojovaných dílů. Podle stupně automatizace technologického procesu se argonové svařování dělí na ruční (provádí se pomocí wolframových tyčí), automatické (lze použít nekonzumovatelné i spotřební elektrody) a poloautomatické (používá se zcela výjimečně a má menší účinnost ve srovnání s prvními dvěma metodami).
Komponenty pro domácí argonovou svářečku
Chcete-li vyrobit stroj pro argonové svařování vlastníma rukama, budete potřebovat jednoduchý diagram (nebo fotografii) tohoto zařízení, stejně jako transformátor a speciální hořák.
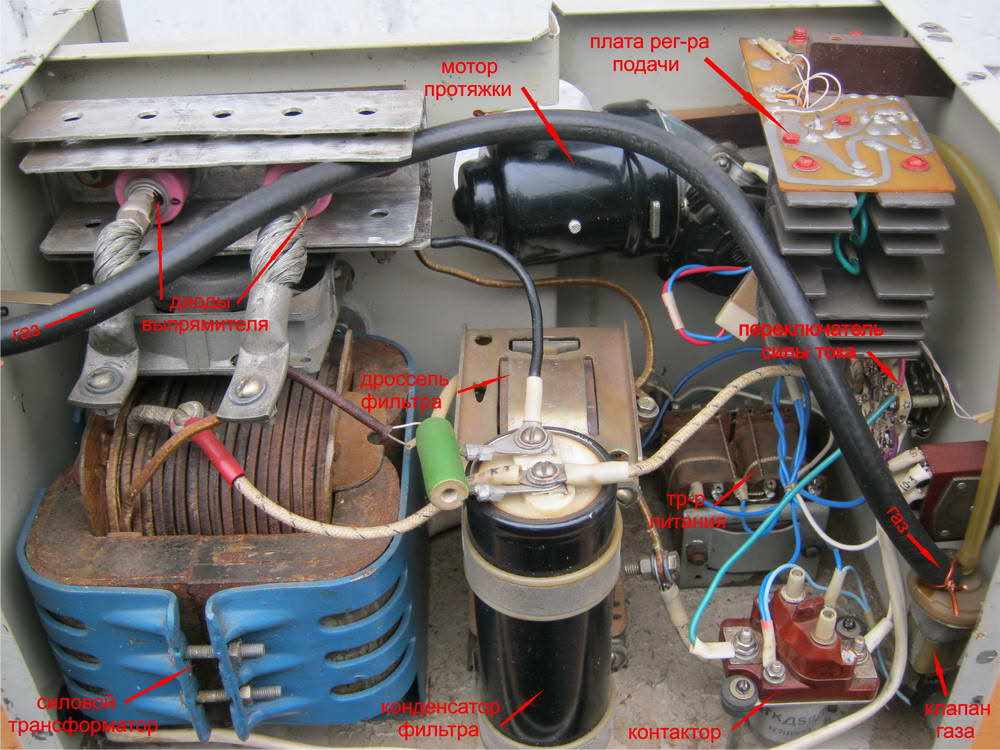
Vnitřní struktura domácí argonové svářečky (klikněte pro zvětšení)
Volba výkonu transformátoru je ovlivněna charakteristikami dílů, které se plánují svařovat pomocí domácího argonového svařovacího stroje. Napětí dodávané sekundárním vinutím by mělo být mezi 65–70 V (bez zátěže).
Pro mnoho začátečníků nebude stačit elektrické schéma a doporučení pro navíjení vinutí domácího transformátoru – to vyžaduje zkušenosti s prováděním takové práce. V takové situaci je lepší zakoupit hotový transformátor, jehož vlastnosti odpovídají práci s velkými proudy. Například transformátor z jakéhokoli elektrického svařovacího stroje bude stačit.
Vzhledem k tomu, že elektrický obvod argonové svářečky používá konstantní napětí, bude nutné vyrobit usměrňovač proudu. To není těžké.
K výrobě hořáku by se mělo přistupovat velmi zodpovědně, protože kvalita vytvářeného spoje, stejně jako snadnost použití domácího svařovacího stroje, do značné míry závisí na správnosti jeho provozu.
Nejdůležitějším prvkem svítilny je svorka (nebo kleština), ve které je upevněna wolframová tyč. Taková svorka by měla být přizpůsobena průměru elektrody přibližně 2–3 mm.
Na zadní stranu svorky je připájena měděná trubička o průměru 6 mm, přes kterou je k ní přiváděno napětí pro napájení svařovacího oblouku a také ochranný plyn do oblasti vytvářeného spoje. Je velmi důležité, aby pájka použitá pro připojení trubice ke svorce měla vysokou teplotu.

Kleština na straně, na které je v ní upevněna wolframová elektroda, je spojena s trubicí z keramiky nebo křemenného skla. Průměr druhého by měl být v rozmezí 8–10 mm. Prostřednictvím takové trubky (její délka by měla být přibližně 5 cm) je přiváděn ochranný plyn do oblasti svařování. Tato trubka, v jejíž střední části je ve svěrce upevněna elektroda, ji zároveň chrání před dotykem s povrchem spojovaných dílů.
Postup výroby zařízení pro svařování v argonu
Pojďme zjistit, jak vyrobit zařízení pro argonové svařování vlastníma rukama a mít k dispozici všechny potřebné komponenty. Nejprve je vyroben pohodlný držák, pro který se používá trubka příslušného průměru. Je obalena dvěma vrstvami izolačního materiálu (sklolaminát), mezi které je umístěn silikonový tmel. Tento držák má pohodlný zakřivený tvar. K němu je připojen mikrospínač, který bude zodpovědný za otevírání a zavírání plynového ventilu.

Příslušenství pro výrobu vlastního hořáku
K hotovému hořáku je připevněna trubka o průměru 6–8 mm, kterou k němu bude přiváděn ochranný plyn. Opačný konec takové trubky je spojen s plynovou lahví. Kromě toho jsou k hořáku připojeny dva vodiče: jeden pro připojení mikrospínače k plynovému ventilu, druhý pro přívod svařovacího proudu do elektrody. Průřez napájecího vodiče, který bude pracovat při velkém zatížení, musí být alespoň 8 milimetrů čtverečních.
Plyn přiváděný do svařovací zóny by neměl být vypínán ihned po jejím dokončení, ale po určité době (5–7 sekund). U sériových modelových strojů pro argonové svařování zajišťuje zpoždění vypnutí ochranného plynu speciální elektronické zařízení, které nejen komplikuje konstrukci zařízení, ale také jej prodražuje. U domácích zařízení pro argonové svařování, která se vyznačují jednoduchou konstrukcí a nízkou cenou, je takové zpoždění zajištěno ručním vypnutím mikrospínače.
Při plánování výroby argonového svařovacího stroje s vlastními rukama je třeba mít na paměti, že k ochraně svařovací zóny byste neměli používat směs plynů. Jak ukazuje praxe, pouze čistý argon (nejméně 99% čistota) může zajistit vysoce kvalitní a spolehlivý svarový spoj.
Jemnosti argonového svařování
Technologie argonového svařování má své vlastní jemnosti. Pojďme se na ně podívat.
Argon a svařovací proud jsou přiváděny přímo do hořáku. Druhý přívodní vodič – zem – se připojí ke svařovaným dílům pomocí pružinové svorky. Elektrický oblouk, díky kterému se nataví okraje svařovaných dílů a přídavný drát, hoří mezi wolframovou elektrodou a povrchy svařovaných dílů. Přídavný drát, díky kterému vzniká svar, je přiváděn přímo do zóny působení elektrického oblouku.
Pro zajištění stabilního oblouku musí být konec wolframové elektrody naostřen na kužel na délku rovnající se 2 nebo 3 násobku průměru wolframové tyče.

Ostření wolframové elektrody na smirku pomocí jednoduchého zařízení
Aby se konec elektrody neroztavil a neznečistil, svařovací oblouk se nezapálí na povrchu spojovaných dílů, ale na speciální uhlíkové desce.
Vzhledem k tomu, že ionizační potenciál argonu je mnohem vyšší než potenciál kyslíku, dusíku a kovových par, je k zapálení elektrického oblouku v jeho prostředí zapotřebí zdroj proudu se zvýšeným napětím naprázdno nebo přídavné zařízení zvané oscilátor. Takové zařízení, které generuje proud s vysokou frekvencí a zvýšeným napětím, zajišťuje nejen rychlé zapálení oblouku, ale také jeho stabilní hoření při svařování argonem.
Jak každý odborník ví, vytváření svaru při provádění konvenčního svařování elektrickým obloukem se provádí díky třem technologickým pohybům prováděným elektrodou: podélný (podél osy svaru), axiální (podél osy elektrody) a příčný (kolmo k ose svaru). Na rozdíl od této technologie se svařování argonem provádí pouze díky podélnému pohybu elektrody a přídavného drátu. Během ručního ani automatizovaného svařování nejsou prováděny žádné další pohyby.
Nutnost přísného dodržování tohoto pravidla je vysvětlena následovně.
- Pohyb po ose elektrody se neprovádí z toho důvodu, aby se při hoření svařovacího oblouku neroztavila.
- Pohyb v příčném směru nelze provést, protože v tomto případě bude oblast svařování, kde je přítomen roztavený kov, odstraněna z ochrany argonu.
Vzhledem k tomu, že se elektroda a přídavný drát při svařování argonem nepohybují v příčném směru, je svar úzký a čistý, což je jasně vidět z fotografií takových spojů.

Kvalitní svar je vizitkou profesionálního svářeče
Při výběru přídavného drátu pro spojování touto technologií je velmi důležité věnovat pozornost jeho chemickému složení, které musí odpovídat složení svařovaných dílů. Jak bylo uvedeno výše, při provádění argonového svařování by měl být oblouk zapálen na uhlíkové desce a měl by být uhašen v určité vzdálenosti od spojovaných dílů.
Pro zajištění spolehlivé ochrany svařovací zóny před okolním vzduchem je nutné zajistit, aby elektroda a plnicí tyč nikdy neopustily oblast ochranného plynu. Aby se minimalizovalo rozstřikování roztaveného kovu ze svařovací zóny, je přídavná tyč zaváděna do svarové lázně velmi pomalu a plynulými pohyby.
Při provádění argonového svařování musíte pečlivě sledovat, zda jsou okraje spojovaných dílů dobře srostlé. To lze určit podle tvaru lázně roztaveného kovu: měla by být prodloužena směrem ke svařování, ale v žádném případě by neměla mít tvar oválu nebo kruhu.
Pokud důkladně pochopíte všechny potřebné teoretické informace o technologii argonového svařování a trochu procvičíte, pak i s pomocí domácí svářečky můžete získat vysoce kvalitní, spolehlivé a čisté spoje.