Jak vybrat elektrody pro začátečníky?

Tento článek je pro začátečníky, kteří se nechtějí hluboce ponořit do nuancí svařovacího procesu, ale plánují čas od času použít invertorový svařovací stroj pro svařování pro domácí nebo obchodní účely. Trochu důležitá teorie, maximum užitečných rad a seznam konkrétních elektrod, které jsou pro začátečníka nejvhodnější pro svařování invertorem.
Rozdělení elektrod: jaké typy jsou vhodné pro svařování invertorem
*Invertor označuje invertorové svařovací stroje pro ruční svařování MMA. Invertorové poloautomatické svařovací stroje pod ochranou inertním plynem (MIG) nejsou součástí této koncepce.
Všechny elektrody pro svařování lze rozdělit do dvou velkých skupin – spotřební a nekonzumovatelné. Ty se používají hlavně pro svařování argonovým obloukem a nedoporučují se začátečníkům, protože tento typ svařování je vhodnější pro profesionály.
Všechny spotřební elektrody jsou kovové a potažené (mají povlak na kovové tyči).
Sečteno a podtrženo: správnou volbou elektrod pro klasický invertor je spotřební materiál s povlakem.
Výběr podle typu povlaku
Rutil – nejlepší volba pro začátečníka
Označení: P (podle GOST), R (podle ISO)
Je lepší se naučit vařit s rutilovými elektrodami. Jsou bezpečné, snadno se zapalují a snadno se ovládají. Univerzální určení vám umožní bez starostí s výběrem – jsou vhodné pro jakýkoli typ oceli, umožňují vytvářet krátké i koutové svary. Rutilový povlak zjednodušuje technologii svařování a zaručuje vytvoření rovnoměrného švu bez námahy ze strany svářeče.
Základní – možné, ale obtížné
Označení: B (podle GOST), B (podle ISO)
Tento typ elektrody vytváří vysoce kvalitní a odolné spojení. S grafitovými přísadami jej lze použít ke svařování litiny. Právě elektrody se základním povlakem se nejlépe hodí pro svařování tuhých konstrukčních prvků, tlakových potrubí a vysokopevnostních ocelí. Všechno má však nevýhodu – proces svařování je poměrně komplikovaný, je nutné připravit elektrody a povrch, stejně jako přísně kontrolovat délku oblouku během procesu. Pro začátečníka bude obtížné vzít v úvahu všechny nuance a dosáhnout vysoce kvalitních švů.
Celulóza – pouze „podle indikací“
Označení: C (podle GOST), C (podle ISO)
Organické povlaky jsou vhodné pouze pro nízkolegované oceli. Pokud je k tomu důvod nebo pokud nemáte po ruce žádné jiné elektrody, použijte elektrody potažené celulózou. Celulózový nátěr zajistí stabilní spalování, ale kvalita a estetika nebudou nadprůměrné. Navíc bude pro začátečníka obtížné pracovat kvůli postříkání.
Kyselé – nejlépe se vyhnout
Označení: A (podle GOST), A (podle ISO)
Tento typ elektrody poskytuje vysokou rychlost a umožňuje svařovat kov poškozený korozí, ale je zde velká nevýhoda – toxické výpary. A několik dalších malých nevýhod: vysoké riziko defektů, obtížná regulace teploty a rozstřikování materiálu během procesu. Pro začátečníka je práce s kyselými povlaky obtížná a nebezpečná.
Smíšené a jiné nátěry
Kromě čtyř hlavních typů nátěrů se používají jejich kombinace, které jsou označeny dvěma písmeny (například rutil-basic – RB / RB), stejně jako nátěry se speciálním složením pro speciální účely – jsou sjednoceny označením „Jiné (P / S)“.
Nejzajímavější z nich:
- rutil-celulóza – jediná, která umožňuje vertikální svařování shora dolů;
- sůl – pro svařování hliníku;
- speciální – pro povrchové úpravy a opravy.
Výběr podle vlastností
Podle materiálu
- Pro nízkolegovanou ocel – rutil nebo celulózu
- Pro vysoce legovanou ocel – rutil a rutil-basic (rutil-karbonát)
- Pro nerez – rutil
- Pro oceli se zvýšenou pevností – základní
- Na litinu – základní s vysokým obsahem grafitu
- Na hliník – sůl a speciál
Podle aktuálního typu
Většina moderních invertorů vydává stejnosměrný proud, což je skvělé, protože postačí spotřební kovové elektrody s jakýmkoli ze čtyř typů povlaků. Pracujete-li se střídavým proudem, ihned vyřaďte elektrody se základním povlakem. Výjimkou jsou základní nátěry se sníženým obsahem fluoridu vápenatého.
Tloušťka
Průměr elektrody by měl být o něco menší než tloušťka kovu. Příliš tenká elektroda vytvoří malý nefunkční šev. Příliš silný – zvyšuje riziko propálení kovu, protože jeho roztavení bude vyžadovat více proudu (velikost svarové lázně bude větší). Můžete se pokusit snížit proud, ale pak to nebude stačit k vytvoření svaru – získáte nahromadění strusky ve středu a usazený kov na okrajích.
Průměr elektrody, mm
Tloušťka materiálu, mm
Doporučený proud, A
Silou
Častou chybou je předpoklad, že čím vyšší je pevnost elektrody, tím lépe. Charakteristiky elektrody by měly být co nejblíže charakteristikám kovu. Pro ocel o pevnosti 400 MPa bude postačovat elektroda typu E42, kde 42 je pevnost v tahu 42 kg/mm2 nebo ~412 MPa (1 kg/mm2 = 9.80665 MPa). Není třeba brát víc. Pokud jsou vlastnosti švu vyšší než vlastnosti hlavní konstrukce, může se během provozu vytvořit v základním materiálu nadměrné napětí.
Volba závisí na schopnostech kalcinace
Další důležitý bod: všechny elektrody vyžadují před použitím kalcinaci – zahřátí na určitou teplotu, aby se odstranila přebytečná vlhkost. Podmínky kalcinace závisí na složení povlaku. Elektrody s rutilovo-celulózovým povlakem vyžadují stárnutí při 70-90 °C, s rutilem – při 150-270 °C, se základním – při 380-420 °C. V domácích podmínkách se ke kalcinaci používá domácí pec, která se zahřívá maximálně na 250 °C, takže je potřeba počítat s tím, že pro správné použití elektrod se základním povlakem si budete muset najít speciální pec pro kalcinaci.
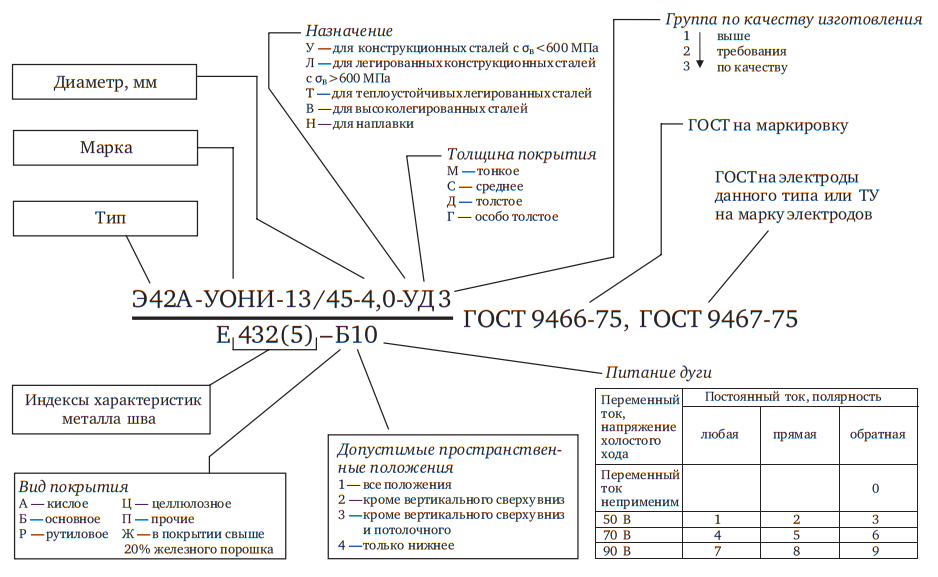
Jak číst označení elektrod pro svařování invertorem
Související články
Jak vést elektrodu při svařování
Podrobně zvažujeme, jak správně vést elektrodu při svařování invertorem a co ovlivňuje úhel sklonu, délka oblouku, rychlost a směr.
Proč se elektroda lepí a jak se tomu vyhnout
Zvažujeme důvody, proč se elektrody při svařování lepí, co dělat v takové situaci a jak zabránit přilepení.
Skladování svařovacích strojů a materiálů
Jak skladovat svářecí techniku v zimě, jak na ně působí nízké teploty a jak připravit na práci vybavení, které bylo přineseno z chladu do teplé místnosti.
Barvy wolframových elektrod: jak si vybrat a k čemu se používají
Bavíme se o účelu a značení wolframových elektrod barvou a také o jejich délce a průměrech, abychom vám usnadnili výběr spotřebního materiálu.
10 nejlepších svařovacích elektrod
Připravili jsme krátkou recenzi nejlepších elektrod pro MMA svařování – pomůže vám s výběrem na základě parametrů, recenzí a ceny.
Svařování profilových trubek pro začátečníky
Sdílíme znalosti o správném svařování kovových profilových trubek vlastníma rukama: technologie, výběr elektrod a přídavného drátu, vytvoření švu.
Proces výběru značky svařovacích elektrod může být výzvou i pro zkušeného pracovníka. Tato otázka je obzvláště obtížná pro začínající svářeče.



Kritéria výběru
Spotřební materiály pro ruční obloukové svařování se vybírají podle několika parametrů:
Průměr elektrodových tyčí musí odpovídat tloušťce svařovaných kovových výrobků a možnostem použitého zařízení.
Povlak elektrod je před použitím chrání před korozí a během provozu přispívá k tvorbě plynového mraku ve svařovací zóně, zabraňující tvorbě strusky.
Značka označuje doporučenou oblast jejich použití. Výrobky nejběžnějších jakostí se používají pro svařování uhlíkových a nízkolegovaných ocelových slitin, zatímco práce s legovanou, žáruvzdornou, nerezovou a lodní ocelí vyžaduje specializovaný spotřební materiál.
Výrobce je nejméně významným kritériem výběru v tomto seznamu. Pokud před několika desítkami let svářeči upřednostňovali dovážené spotřební výrobky, dnes elektrody vyrobené v cizích zemích prakticky nejsou horší než zahraniční analogy.

TOP elektrody s povlakem základního typu
Tento přídavný materiál se používá při svařování dílů ze slitin základní oceli. Snadno se používá a umožňuje svářeči provést spolehlivý svar.
Oblíbeným výrobkem v této oblasti je elektroda UONI 13/55 švédské značky ESAB určená pro svařování obrobků z uhlíkových slitin a nízkolegovaných ocelí. Je odolný vůči klimatickým vlivům a má vysokou mez kluzu. Jednou z nevýhod spotřebního materiálu je jeho nízká relativní roztažnost.
Vhodné jsou i svařovací dráty ANO-46 ukrajinské značky Hansa Pioneer. Mezi jejich výhody:
- schopnost položit jednotný šev;
- záruka snadného vzhledu oblouku;
- stabilní spalování.
Svařovací proces může začít téměř okamžitě, bez přípravy povrchu (není potřeba tvarovat hranu ani odstraňovat rez). Tyto elektrody však lze použít výhradně pro svařování dílů vyrobených z oceli s obsahem uhlíkové složky do 0,25 %. Kromě toho je jejich spotřeba na 1 lineární metr svaru poměrně velká.
Italské elektrody prémiové kategorie QUATTRO ELEMENTI 771-374 mají pouze jednu významnou nevýhodu – jsou to velmi drahé produkty. Používají se ke svařování korozivzdorných ocelí. Šev může být položen v jakékoli poloze, ale tyč elektrody nemůže být během provozu umístěna přísně svisle. Oblouk se dokonale rozlévá, takže šev je hladký a odolný.
Elektrody OZL-8 od ruského podniku LEZ jsou určeny pro svařování korozivzdorných ocelí, včetně spojování vysoce namáhaných dílů pracujících při střídavých podmínkách zatížení. Po vychladnutí švu na něm zůstává minimální množství strusky, kterou lze velmi snadno mechanicky odstranit. V tomto případě šev:
- snadné položení;
- hladké a jednotné;
- nemá póry ani jiné vady.
Mezi nevýhody tohoto produktu patří zhoršení výkonu při navlhčení (tomu lze zabránit uspořádáním správného skladování a kalcinací elektrod před zahájením práce). Mezi nevýhody patří také omezený rozsah použití. Přídavné materiály této značky se používají pouze ve svařovacích zařízeních se stejnosměrným proudem s obrácenou polaritou.
Japonská značka Kobelco LB-52U je určena pro svařování nízkouhlíkových ocelí. Poskytují:
- vynikající kvalita švů;
- mírné rozstřikování kovových kapiček;
- vysoká odolnost proti prasknutí spoje.
Zvláštností tohoto spotřebního materiálu je, že před zahájením práce musí být kalcinován po dobu 30-60 minut při teplotě +320. +350 °C, protože rychle absorbuje vodu a zvlhčuje. Tuto vlastnost lze nazvat nevýhodou produktu, stejně jako jeho vysoké náklady.

TOP elektrody s povlakem na bázi rutilu
Rutilové svařovací dráty zaručují rychlé zapálení, jsou odolné proti vlhkosti a poskytují možnost svařování stejnosměrným i střídavým proudem.
Elektrody s takovým povlakem Quattro Elementi 772-166 italské výroby jsou určeny pro spojování dílů vyrobených ze slitin uhlíkové oceli a nízkolegovaných jakostí tohoto kovu. Mezi jejich výhody:
- záruka vysoké kvality švu;
- nedostatek předběžné přípravy povrchu;
- schopnost pracovat na kontaminovaných, zkorodovaných částech;
- výrazná mez kluzu a index houževnatosti;
- stabilní hoření oblouku.
Mezi nevýhody těchto spotřebních materiálů patří vysoká spotřeba materiálu.
Neméně oblíbené jsou švédské elektrody OK 46.30 značky ESAB. Používají se při svařování kritických dílů, včetně ocelových trubek do tloušťky 30 mm. Materiál je oblíbený díky snadnému použití a kvalitnímu švu (je hladký a nemá díry, praskliny ani jiné vady). Přípojné vedení může být položeno v libovolném směru. Jeho jedinou výraznou nevýhodou je rychlé nasávání vlhkosti a vlhkosti až do ztráty výkonu. Tato nevýhoda produktu je kompenzována správnou organizací jeho skladování před použitím a také kalcinací před použitím.
Stejně náročné na vlhkost okolního vzduchu jsou americké elektrody Omnia 46 od Lincoln Electric. Mají rutil-celulózový povlak, protože:
- snadno a rychle se zapálí i při použití zařízení bez systému usnadňujícího zapalování;
- umožňují ovládat, jak hoří oblouk;
- nevytvářejte velký ráz jisker.
Díky tomu je práce s elektrodami této značky nejen pohodlnější, ale také bezpečnější. Spotřební materiál se snadno používá a nevyžaduje předběžné čištění špinavých nebo rezavých obrobků. Šev je velmi pevný a jednotný.
Lotyšské svařovací dráty “Resanta” MP-3S zaručují rovnoměrný, hladký svar bez pórů, minimální tvorbu strusky a snadné oddělení. Spotřební materiály se snadno zapalují a fungují na stejnosměrný a střídavý proud. Mezi nevýhody výrobku patří malé relativní prodloužení švu a sklon k vlhkosti. To lze korigovat kalcinací tyčinek před použitím po dobu 60 minut při teplotě +160. +170°C.
Přídavný svařovací materiál MP-3C ruské značky ELITECH lze použít pouze pro spojování dílů o tloušťce nejvýše 2 cm z nízkolegovaných slitin a také uhlíkových ocelí. Šev je hladký, vysoce odolný proti roztržení a lze jej pokládat v libovolném směru. Elektrody jsou vhodné pro provoz se střídavým i stejnosměrným proudem. Dále vlastnosti produktu:
- minimální šíření kapek tekutého kovu;
- ekonomické využití;
- rozumnou cenu.
Nevýhodou je, že je dost vybíravý na podmínky skladování – rutilový povlak ztrácí svou celistvost vlivem vysoké vlhkosti a nízké teploty.
TOP svařovací dráty potažené celulózou
Celulózový povlak elektrod účinně chrání šev před oxidací. Mezi těmito produkty jsou mezi začínajícími svářeči oblíbené elektrodové tyče ESAB Pipeweld 7010 Plus vyrobené ve Švédsku. Jejich hlavní oblastí použití je svařování válcovaných trubek z uhlíkových ocelí a nízkolegovaných slitin. Přídavný materiál má optimální kombinaci pevnosti v tahu a relativního prodloužení a zaručuje rovnoměrný a hladký svar. Aby se na spojovacím vedení nevytvářely póry, dutiny a jiné vady, je třeba povrch dílů nejprve očistit od nečistot a rzi. Z okrajů spojovaných výrobků by měla být odstraněna vlhkost. Mezi výhody těchto elektrod patří také minimální tvorba strusky při spalování.
Ruská značka „SpetsElectrod“ a její svařovací dráty MP-3S mají spíše skromné technické parametry, ale mají mnoho výhod. Jedná se o schopnost pracovat s neupravenými povrchy a získat rovnoměrný a odolný šev i na vlhkých, mírně znečištěných nebo mírně zkorodovaných dílech. Spotřební materiál umožňuje jeho pokládání v libovolném směru pomocí zařízení na stejnosměrný nebo střídavý proud.
Horní „kyselé“ elektrodové tyče
Svařovací přídavné materiály s kyselým povlakem umožňují:
- pracovat na jakémkoli typu proudu;
- provádět svařování v jakékoli poloze;
- získat vysoce kvalitní šev bez pórovitosti i v režimu nuceného svařování.
Jedním z nejlepších zástupců tohoto produktu jsou švédské elektrody ESAB OK 67.71 s kyselino-rutilovým povlakem. Vyznačují se vysokou produktivitou, zaručují potřebnou pevnost svaru a jsou schopny svařovat dvě různé slitiny oceli, například nerezovou a uhlíkovou nebo nízkolegovanou. Mezi výhody produktu patří také univerzálnost použití a hospodárnost.