Co je považováno za vadu svaru?

Jak se zlepšuje, svařování se stává hlavní metodou spojování kovových dílů ve většině průmyslových odvětví. Včetně: armády, dopravy, stavebnictví a dokonce i vesmíru. Zapojení do těchto kritických průmyslových odvětví vyžadovalo vysokou úroveň kvality a spolehlivosti svařování. To dalo impuls k rozvoji vědy o kvalitě svarů a způsobech její kontroly.
Aby bylo možné vyvinout metody boje proti defektům, je třeba je pečlivě prostudovat, klasifikovat a popsat.
Druhy vad svaru
Celá řada defektů již byla dobře prostudována a popsána. Pro větší pohodlí jsou rozděleny do tří skupin:
- vnější (vnější) – prověšení, podřezání, praskliny, krátery;
- vnitřní – nedostatek penetrace, pórovitost, cizí inkluze;
- skrz – popáleniny, praskliny.
Vnější vady
Trhliny
Existují horké a studené trhliny. Příčinou vzniku horkých trhlin je smrštění kovu během chlazení svarové lázně nebo změna složení kovu během procesu svařování. Různé kovy a slitiny mají větší či menší sklon k tvorbě horkých trhlin. Je to do značné míry dáno přítomností chrómu a uhlíku v jejich složení. Čím méně uhlíku a legujících přísad v oceli, tím lepší je obecně její svařitelnost a tím menší je pravděpodobnost vzniku trhlin za tepla.
Studené trhliny mají odlišný charakter tvorby. Mohou nastat, když se šev ochladí v rozmezí 500 – 700 C 0. Mohou se také objevit po ochlazení produktu na pokojovou teplotu. Mechanismem jejich vzniku jsou zbytková napětí a důvodem je zpevnění chladícího švu a tepelně ovlivněné zóny.
Příliv
Nedodržení základních parametrů svařování vede k takovému jevu, jako je příliv. V tomto případě přebytečný roztavený kov teče na studený okraj, ale nepřipojuje se k němu. Tato nevýhoda není kritická a je povolena u nekritických návrhů. Na kritických strukturách se odstraní brusným nástrojem, čímž se dosáhne hladkého přechodu od švu k základnímu kovu.
Podříznutí
Souvislé nebo střídavé prohlubně podél svaru se nazývají podříznutí. Velmi oslabují šev, takže jsou klasifikovány jako nepřijatelné vady.
Příčinou je vysoká rychlost krystalizace a špatná smáčivost základního kovu. Nejpravděpodobnější příčiny jsou:
- nadměrné napětí oblouku;
- nadměrná rychlost vedení elektrody;
- nepřesné vedení elektrody;
- nadměrná síla proudu.
Kromě přísného dodržování svařovacího režimu se doporučuje bezprostředně před svařováním zahřát základní kov, což zlepšuje smáčivost.
Kráter
Existují dva hlavní podtypy kráterů. První vzniká při náhlém přetržení oblouku, nejčastěji na konci švu. To je velmi častý jev svářeči dobře znají a eliminují jej krátkodobým svařováním. Druhý typ kráterů se vytváří na libovolném místě v důsledku smršťování kovu během ochlazování. Jeho nebezpečí spočívá v tom, že zpravidla není okamžitě detekován.
Vnitřní vady
Nedostatek penetrace
Nedostatek penetrace jsou vizitkou svářečů začátečníků, jedná se o tzv. vnitřní vady svarových spojů, které lze odhalit pouze radiačním nebo ultrazvukovým testováním. Nebezpečí nedostatečné penetrace se projevuje výrazným snížením pevnosti švu, což jej činí nepřijatelným pro jakékoli struktury.
Příčinou nedostatečného průniku může být slabý proud nebo rychlý pohyb elektrody. Oba nedodávají na místo svařování dostatečnou energii potřebnou k úplnému roztavení kovu. Doprovodnými faktory nedostatečné penetrace může být vnikání oxidů nebo strusky do svarové lázně nebo nesprávné řezání hran. Následky se odstraňují odstraněním vadné oblasti a opětovným zavařením.
Pórovitost
Nejčastější a nejsložitější vada ve svarech. Jeho fyzika není složitá – jde o tvorbu vzduchových bublin v oblasti svarové lázně a jejich fixaci v kovu po jeho vychladnutí a vykrystalizaci. Důvody tohoto jevu jsou velmi rozmanité, což komplikuje boj proti němu:
- elektrody vyrobené v rozporu s technologií;
- škodlivý účinek některých strusek, vyjádřený v přívodu plynů do svařovací zóny;
- zastavení krystalizace kovu;
- přítomnost silných deoxidačních činidel v povlaku elektrody.
Existuje tolik způsobů, jak bojovat s nedostatečným pronikáním, kolik je důvodů pro jejich výskyt. Především hlídají nejpřísnější dodržování technologie, a to jak svařování, tak výrobu elektrod. Bezprostředně před započetím práce se doporučuje kalcinovat elektrody při teplotě 150 – 350 C 0 podle druhu povlaku elektrod. Svařování krátkým obloukem pomáhá snížit množství rozpuštěných plynů.
Zahraniční inkluze
Tato vada snižuje pevnost švu. V zásadě se nacházejí vměstky oxidů kovů, strusky a wolframu (při svařování argonovým obloukem wolframovou elektrodou).
Prostřednictvím defektů
Propálení
Tvoří se při nízké rychlosti elektrody nebo vysokém svařovacím proudu. Do svarové lázně je přiváděna nadměrná energie. Velké množství kovu se roztaví do své plné hloubky a jednoduše se nalije do vzniklého otvoru. Zvětšená mezera mezi svařovanými díly bude sloužit jako další podmínka pro vytvoření propálení. Způsob odstranění této závady je zřejmý – svaření otvoru.
Metody kontroly kvality
Svařování kovu provázejí různé vady svaru, což je ve většině případů nepřijatelné a je nutné je odstranit. Aby se ale závada odstranila, musí být nejprve odhalena. Existuje mnoho metod pro odhalování defektů. Zde jsou některé z nich:
- vizuální měření;
- záření;
- ultrazvukové.
Nejstarší a nejdostupnější metoda kontroly se nazývá vizuální měření. Sada nástrojů se skládá z několika desítek základních měřících přístrojů (pravítka, lupy, mikroskopy atd.). Metoda má své výhody: jednoduchost, nízkou cenu a možnost dvojí kontroly. Mezi výrazné nevýhody patří nízká spolehlivost a nemožnost odhalit vnitřní vady. Pokud je nutné kontrolovat vnitřní vady, používají se přesnější metody.
Jednou z široce používaných metod monitorování vnitřních defektů je detekce radiačních vad, založená na vlastnostech ionizujícího záření. Nejznámější z nich jsou rentgenové a Y-záření. Pomocí speciálních zářičů jsou tato záření vedena přes předmět studia (v našem případě svar) do detektoru, který zaznamená výsledek. Pro kontrolu švů se jako detektor používá rentgenový film, na kterém je velmi jasně vidět vnitřní struktura spoje.
Ultrazvukové testování je založeno na průchodu zvukových vibrací s frekvencí nad 20 kHz zkoumaným objektem. Pokud mají takové předměty vnitřní zóny s hustotou odlišnou od hustoty hlavního materiálu (nedostatek průniku, póry, praskliny, dutiny), dochází k odrazu ultrazvuku. Charakteristiky odraženého signálu jsou předávány speciálními programy a zobrazovány na monitoru ve formě vizuálního obrázku, který ukazuje zóny výskytu, hloubku a velikost defektů.

Vady jsou typické pro jakoukoli výrobu včetně svařování. Během provozu se mohou objevit odchylky ve tvaru a rozměrech kovové konstrukce. Důvodem závad je nejčastěji použití nekvalitního zařízení a materiálů nebo nesprávná svařovací technika.
Níže se podíváme 7 Nejčastější vady svařování, jejich druhy, příčiny a způsoby eliminace. Podrobná klasifikace vad je uvedena v GOST 30242-97 „Vady ve spojích při tavném svařování kovů“.
Další užitečné věci:
Svar prasklina
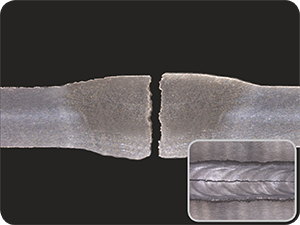
Za nejzávažnější typ vady svařování je považována trhlina ve svaru, kterou neuznávají téměř všechny průmyslové normy. Může se objevit na povrchu, ve svarovém kovu nebo v oblasti vystavené extrémnímu teplu. V závislosti na teplotě, při které se vyskytují, existují různé typy trhlin:
- Horké trhliny. Objevují se při procesu svařování nebo při krystalizaci svarového spoje. Teplota v tomto okamžiku může vystoupit nad 10 000 °C.
- Studené praskliny. Tyto trhliny se objevují po dokončení svařování a teplota kovu klesá. Mohou se vytvořit několik hodin nebo dokonce dní po svařování. Nejčastěji k tomu dochází při svařování oceli. Příčinou této vady bývá deformace ocelové konstrukce.
- Krátery. Obvykle se tvoří ke konci svaru. Jak se svarová lázeň ochlazuje a tuhne, musí mít dostatečný objem, aby překonala smršťování svarového kovu. V opačném případě se vytvoří kráterová trhlina.
Příčiny prasklin:
- Zvýšený obsah uhlíku a síry v obecném kovu
- Zvýšená tuhost svařované konstrukce
- Kontaminace obecnými kovy
- Vysoká rychlost svařování, ale nízký proud
- Nesprávný tvar švu z důvodu nedodržení podmínek svařování
- Rychlé ochlazení konstrukce
Metody prevence:
- Vyberte správný základní kov a svařovací materiály
- Zvolte optimální režim svařování
- Zajistěte správné chlazení oblasti svařování
- Použijte správnou geometrii švu
- Odstraňte nečistoty ze svařovaného kovu
- Použijte správný kov
- Ujistěte se, že svařujete dostatečnou plochu průřezu
- Použijte správnou rychlost svařování a proud
- Aby se zabránilo praskání kráteru, ujistěte se, že je kráter správně vyplněn
Lék:
Odstraňte místo praskliny pomocí brusného nástroje. Vyplňte výslednou dutinu.
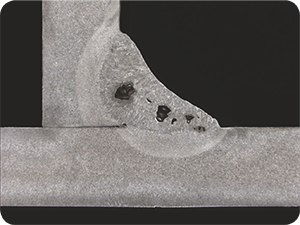
Výskyt pórů
Příčinou vzniku pórů může být svařování vlhkými (nezaschlými) elektrodami nebo svařování špinavého kovu (přítomnost rzi, oleje, barvy). Zachycené plyny vytvářejí svar naplněný bublinami, který zeslábne a může časem selhat.
Příčiny pórovitosti:
- Nedostatečná kalcinace elektrody před zahájením práce
- Svařování dlouhým obloukem
- Špatná plynová ochrana svarové lázně
- Nesprávná povrchová úprava před zahájením práce
- Práce na kontaminovaném povrchu
- Přítomnost rzi, barvy, mastnoty nebo oleje na kovu
Metody prevence:
- Před svařováním očistěte povrch svařovaného kovu.
- Kalcinujte elektrody
- Zkontrolujte průtokoměr plynu a ujistěte se, že je podle potřeby optimalizován s vhodným nastavením tlaku a průtoku
- Snižte rychlost oblouku, aby se plyny odpařily
- Používejte správnou techniku svařování
Lék:
Vadné místo se vyřízne nebo vyčistí a znovu svaří.
Podříznutí
Touto vadou svařování je tvorba drážek v celém svaru, snižující tloušťku průřezu základního kovu. Výsledkem je oslabený svar.

Příčiny podřezání:
- Příliš vysoký svařovací proud
- Příliš vysoká rychlost svařování
- Nevhodná prostorová poloha, kvůli které bude více tepla směrováno na volné okraje
- Nepřesné vedení elektrody podél osy kloubu
- Nesprávný přídavný kov
- Špatná technika svařování
Metody prevence:
- Veďte elektrodu ve správném úhlu
- Svařujte krátkým obloukem
- Vyberte optimální režim svařování
- Vyberte si ochranný plyn, který odpovídá typu materiálu, který budete svařovat
- Použití elektrod ve správném úhlu, nasměrování většího tepla na tlustší součásti
- Upravte proud a snižte jej, když se přibližujete k tenčím oblastem a uvolněným okrajům
Lék:
Oblast podříznutí se vyčistí a šev se znovu svaří.
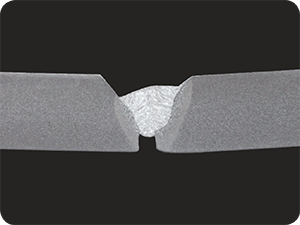
Nedostatek penetrace
Tento typ vady svařování se vyskytuje, když chybí řádné spojení mezi základním kovem a svarovým kovem. Nedostatek průvaru může také nastat mezi sousedními svary. Vznikne tak mezera ve spoji, která není vyplněna roztaveným kovem.
Důvody nedostatečné penetrace:
- Nedostatečný proud
- Špatné čištění svařovaných povrchů
- Nesprávný úhel elektrody
- Průměr elektrody neodpovídá tloušťce svařovaného materiálu
- Vysoká rychlost svařování
Metody prevence:
- Dodržujte režimy svařování
- Než začnete svařovat, očistěte kov
- Svařujte krátkým obloukem
Lék:
Pokud je nedostatek penetrace k dispozici pro opětovné svaření, pak se kořen švu v místě defektu vyčistí a znovu svaří.
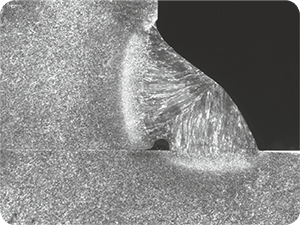
Nefúze
K selhání tavení dochází, když drážka kovu není zcela vyplněna, to znamená, že svarový kov nevyplnil tloušťku spoje.

Důvody nesloučení:
- Mezi svařovaným kovem bylo příliš mnoho prostoru
- Svařujete při nízkém nastavení proudu, které nestačí ke správnému roztavení kovu.
- Použijte elektrody s velkým průměrem
Metody prevence:
- Použijte správnou geometrii švu
- Použijte správnou velikost elektrody
- Snižte rychlost oblouku
- Zvolte vhodný svařovací proud
- Zkontrolujte správné zarovnání
Lék:
Pokud je nedostatek tavení k dispozici pro opětovné svařování, pak se kořen švu v místě defektu vyčistí a znovu svaří.
Struskové inkluze
Inkluze strusky je jednou z vad svařování, která je obvykle ve svaru jasně viditelná. Struska je sklovitý materiál, který se vyrábí jako vedlejší produkt svařování tyčí, svařování elektronovým tavidlem a svařování pod tavidlem. To se může stát, když se tavidlo, což je tvrdý ochranný materiál používaný při svařování, roztaví ve sváru nebo na povrchu svarové oblasti.
Příčiny inkluzí strusky:
- Špatné čištění svařovaných povrchů
- Vysoká rychlost svařování
- Nesprávná poloha svařování
- Svařovací lázeň se ochlazuje příliš rychle
- Nízký svařovací proud
Metody prevence:
- Nepoužívejte elektrody s tenkým obalem
- Při svařování upravte polohu elektrody
- Odstraňte zbývající strusku z předchozího válce
- Upravte rychlost svařování
Lék:
Odstraňte vadnou oblast pomocí brusného nástroje a znovu svařte.
Sprej
Rozstřik vzniká, když se na povrchu usadí malé částice svaru. Bez ohledu na to, jak moc se snažíte, je nemožné úplně se zbavit postříkání. Existuje však několik způsobů, jak jej minimalizovat.

Příčiny stříkání:
- Vysoký svařovací proud
- Napětí je příliš nízké
- Pracovní úhel elektrody je příliš velký
- Špatné čištění svařovaných povrchů
- Svařování dlouhým obloukem
- Špatná polarita
Metody prevence:
- Před svařováním očistěte povrchy
- Zkraťte délku oblouku
- Upravte svařovací proud
- Zvyšte úhel elektrody
- Dodržujte polaritu
Lék:
Pomocí brusného nástroje očistěte povrch svarového spoje od kovových cákanců.
Závěr
Uvedli jsme tedy 7 nejčastějších vad svarů a spojů, jejich příčiny a řešení. Je-li zjištěna, je důležité závadu opravit, aby nedošlo ke ztrátě vlastností a pevnosti materiálu. A zde si můžete přečíst o tom, jak vybrat elektrody a které elektrody jsou lepší pro svařování s invertorem.
Přihlaste se, máme zájem:
Sdílet s přáteli: