Jak zvolit rychlost stroje?
Rychlost otáčení je jedním z hlavních parametrů vřetena. Vyjadřuje se v otáčkách za minutu (rpm) nebo hertzech (Hz). CNC portálové stroje nepoužívají složité mechanické převodovky a rychlost je řízena elektronickými součástkami. S rostoucí rychlostí otáčení se zvyšuje produktivita stroje a snižuje se životnost řezného nástroje. Ten je spojen s uvolňováním přebytečného tepla, které nemá čas se rozptýlit. V důsledku přehřátí se tvrdost břitů snižuje a ztrácejí ostrost. Rychlost posuvu neboli lineární pohyb se měří v milimetrech za minutu (mm/min) a ovlivňuje objem odebraného materiálu za jednotku času. Na portálových strojích bez mechanismu pro otáčení obrobku se regulují rychlosti pohybu portálu, vozíku a vertikálního pohybu vřetena. Při sestavování řídicích programů se snaží nastavit maximální možné posuvy, přičemž musí být splněna podmínka zachování celistvosti frézy. Nadměrná rychlost vede k třískám na břitech a ke zlomení nebo deformaci stopky.
Časté chyby při výběru režimů řezání
Jednou z důležitých podmínek pro správnou činnost stroje je vzájemná koordinace rychlostí otáčení a posuvů frézy. Při volbě řezných režimů se někteří začínající strojníci při snaze zachránit nástroj dopouštějí chyb. Práce na minimální rychlosti vede ke snížení kvality zpracování. Pokud je rychlost posuvu srovnatelná s tloušťkou břitu, tak fréza místo odebírání třísek na obrobek přitlačí a bude jej pouze brousit svým povrchem. Abyste pochopili, co se v tuto chvíli děje s opracovávaným povrchem, představte si, že jste na vřetenu, ve kterém je upnutý spirálový vrták, zapnuli zpátečku a snažíte se díru „protlačit“. Při vysokých rychlostech bude pozorováno spálení ošetřovaného povrchu a řezné hrany a prohnutí frézy. Opačná situace, kdy vřeteno pracuje při nízkých otáčkách při vysokých rychlostech posuvu, způsobí, že fréza odebere příliš silné třísky. Kvůli vysokému zatížení se řezné hrany odlomí a na opracovaném povrchu zůstanou znatelné „stopy“. Pro každou frézovací operaci existuje optimální poměr rychlosti posuvu a rotace nástroje, při kterém bude obrábění probíhat s dostatečnou rychlostí a přesností. Nejsou to pevné hodnoty, ale rozsahy. Při kritické chybě dojde k rozbití nebo předčasnému opotřebení. Opracování se nejčastěji skládá ze dvou fází: hrubování, zaměřené na maximální úběr materiálu, a dokončování, při kterém se dosáhne požadované drsnosti povrchu. U dokončovacího průchodu se snižuje rychlost posuvu při zachování otáček vřetena a u strojů s výměnou řezného nástroje se provádí jinou, dokončovací frézou.
Doporučení pro výběr režimů řezání
Existuje několik typických situací, ve kterých lze použít obecná doporučení.
Otáčky vřetena jsou příliš vysoké
- Vyměňte frézu rychlořezné oceli za tvrdokovovou, pokud je to možné, s povlakem, který funguje při zvýšených teplotách.
- Zmenšete průměr frézy. Tím se sníží obvodová rychlost, kterou se břit pohybuje.
- Použijte technologii HSM. Vysokorychlostní obrábění umožňuje vyšší otáčky vřetena a rychlosti posuvu bez zvýšení opotřebení řezného nástroje. První průchod se provádí na celou šířku frézy a všechny následující průchody se provádějí na ¼ průměru.
Rychlost posuvu je příliš nízká
V situacích, kdy posuvné pohony nemohou zajistit požadovanou rychlost posuvu, můžete postupovat následovně:
- Snižte otáčky vřetena na minimální přípustný výkon.
- Použijte frézu s menším počtem zubů. Toto řešení poskytuje dobré výsledky při práci s viskózními materiály, protože se zlepšují podmínky pro odvod třísek z obráběného povrchu. Výměna frézy se 3 zuby (vstupy) za jednobřitou ve skutečnosti znamená zvýšení rychlosti posuvu 3x (pro každý zub).
- Použijte frézu s větším průměrem.

Zasekávání třísek při frézování hliníku
Hliník má díky relativně nízkému bodu tání tendenci ulpívat na povrchu frézy. Mnoho začínajících operátorů frézování se snaží tento problém vyřešit úpravou otáček vřetena nebo rychlosti pojezdu. V důsledku toho se optimální režim řezání pro řezačku stává pro vlastníka podniku suboptimálním: rychlost zpracování se ukazuje jako příliš nízká.
Hlavním důvodem ulpívání třísek je nedostatečné zásobování nebo nesprávné složení chladicí kapaliny. Pokud stroj nemá schopnost dodávat řeznou kapalinu, je nutné zorganizovat vakuový odvod třísek nebo ofukování stlačeným vzduchem.
Práce s hlubokými dírami
Je-li hloubka díry 6 nebo vícenásobkem jejího průměru, považuje se díra za hlubokou. Nezkušení strojníci se často setkávají s problémy, jako je pohyb nástrojů mimo osu a zlomení. Existuje několik technik, které vám umožní provádět zpracování přesně a beze ztrát:
- Používejte vrtáky, ne frézy. Pokud je to možné, měly by mít parabolické drážky, které zajišťují lepší odvod třísek.
- Přiveďte chladicí kapalinu pod tlakem. Kapalina spláchne třísky z otvoru.
- Pokud je to možné, proveďte sekvenční zpracování dvěma vrtáky s různými průměry: projděte polovinu hloubky otvoru s menším průměrem a vyvrtejte na výkres. Poté projděte dírou až na konec.
- Při práci s jedním vrtákem jej co nejčastěji vytahujte z otvoru, abyste odstranili třísky.
- Zvyšte rychlost posuvu tak, aby tříska tvořila souvislou spirálu.
Jak frézovat drážky?
Při frézování konců dílů a vnitřních ploch drážek válcovými frézami je důležité zvolit správný poměr šířky a hloubky odebraného materiálu v souladu s maximálními rychlostními možnostmi stroje. S rostoucí hloubkou frézování je zatížení drážek rozloženo rovnoměrněji, ale zároveň je pozorováno silnější vychýlení řezného nástroje. Navíc se zhoršují podmínky pro odstraňování třísek. S rostoucí šířkou odebraného materiálu je možné zvýšit otáčky vřetena. Existují však určité meze frekvence, při kterých rychlost úběru materiálu začíná klesat.
Jediný způsob, jak získat optimální kombinaci těchto dvou parametrů, je vyzkoušet stroj v různých režimech. V tomto případě musí být materiál „testovacích“ a „pracovních“ polotovarů stejný.
Zaměstnanci společnosti MULTICUT věnovali mnoho času studiu způsobů zpracování různých materiálů. Volba základní konfigurace strojů vlastní výroby byla provedena s ohledem na získané zkušenosti. Zaměstnanci společnosti jsou připraveni poskytnout poradenství a praktickou pomoc při zvládnutí zařízení a výběru optimálních řezných režimů. Na funkčním stroji MULTICUT může v předváděcím centru pracovat kdokoli a nechat si poradit od zkušených řemeslníků. Rady a informace získáte na uvedeném kontaktním čísle.
Přečtěte si také

Aktualizováno: 25.12.2024. září XNUMX
Tento článek rozhodně stojí za přečtení před zakoupením frézovacího a gravírovacího zařízení. Informace nejsou reklamní a týkají se pouze správného, dle našeho názoru, přístupu k výrobě obráběcích strojů.

Aktualizováno: 30.11.2024. září XNUMX
MULTICUT CNC je jednoduchý, spolehlivý a funkční systém, snadno konfigurovatelný pro vývoj nových zařízení a navržený tak, aby nahradil v současnosti běžné systémy ovládacích panelů s cílem zlepšit uživatelskou zkušenost pro obsluhu a zvýšit produktivitu zařízení.

Aktualizováno: 22.12.2024. září XNUMX
Navrhujeme seznámit se se systémem automatizovaného vývoje řídicích programů pro CNC stroje SprutCAM (SprutKAM). Tento flexibilní, univerzální a spolehlivý produkt se úspěšně používá v ruských a zahraničních podnicích.

Aktualizováno: 22.12.2024. září XNUMX
Jedním z hlavních rozdílů mezi moderním CNC strojem a „klasickými“ ručně řízenými modely je chybějící kinematické spojení mezi mechanismy zodpovědnými za pohyb pracovních částí a otáčení vřetena. Ale aby byly pohyby přesné a stroj vždy pochopil, v jakém bodě se řezný nástroj v aktuálním okamžiku nachází, musí mít pohon velmi specifické parametry. V mechanismech CNC stroje si krokové motory nejlépe poradí s těmito úkoly: kompaktní, „poslušné“ při ovládání a relativně levné.
V tomto článku budeme hovořit o provozu těchto zařízení, pokusíme se najít jejich nedostatky a vybrat alternativní možnosti.
Aktualizováno: 19.12.2024. září XNUMX
Aby se systematizace a archivace souborů nestaly „hlavní prací programátorů“, přišli tvůrci CAM systémů a CNC řízení pro obráběcí stroje se dvěma účinnými nástroji pro ukládání nastavovacích dat: komentáře v řídicím programu a nastavovací karty pro CNC stroje.
výstraha: count (): Parametr musí být pole nebo objekt, který implementuje počítadlo v /var/www/u0010809/public_html/cncmodelist.ru/templates/cncmodelist/html/mod_jshopping_compare/default.php on-line 31



- Hlavní
- Články
- Práce se strojem, nářadím, přístroji
- Výpočet řezných (frézovacích) režimů
Výpočet řezných (frézovacích) režimů
Hlavní parametry definující režimy řezání jsou:
– Rychlost otáčení hřídele vřetena (n)
– Rychlost posuvu (S)
-Hloubka frézování v jednom průchodu
Požadovaná rychlost závisí na:
-Typ a vlastnosti použitého vřetena
– Řezný nástroj
– Zpracovaný materiál
Rychlost vřetena se vypočítá podle následujícího vzorce:
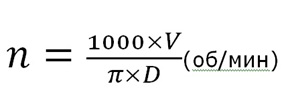
D – Průměr řezné části pracovního nástroje, mm
π – číslo pí, 3.14
V – řezná rychlost (m/min) – vzdálenost, kterou urazí bod (hrana) řezné hrany frézy za minutu.
Řezná rychlost (V) je převzata z referenčních tabulek (viz níže).
Vezměte prosím na vědomí, že rychlost posuvu (S) a řezná rychlost (V) nejsou totéž.
Při výpočtu může být u fréz s malým průměrem hodnota rychlosti otáčení vřetena větší než počet otáček, které je vřeteno schopno poskytnout. V tomto případě jsou základem pro další výpočty hodnoty (n) skutečné maximální otáčky vřetena.
Rychlost posuvu (S) – rychlost pohybu řezného nástroje (osa X/Y), vypočtená podle vzorce:

fz – posuv na zub frézy (mm)
z – počet zubů frézy
n – otáčky vřetena (ot./min)
Posuv na zub je převzat z referenčních tabulek pro zpracování určitých materiálů.
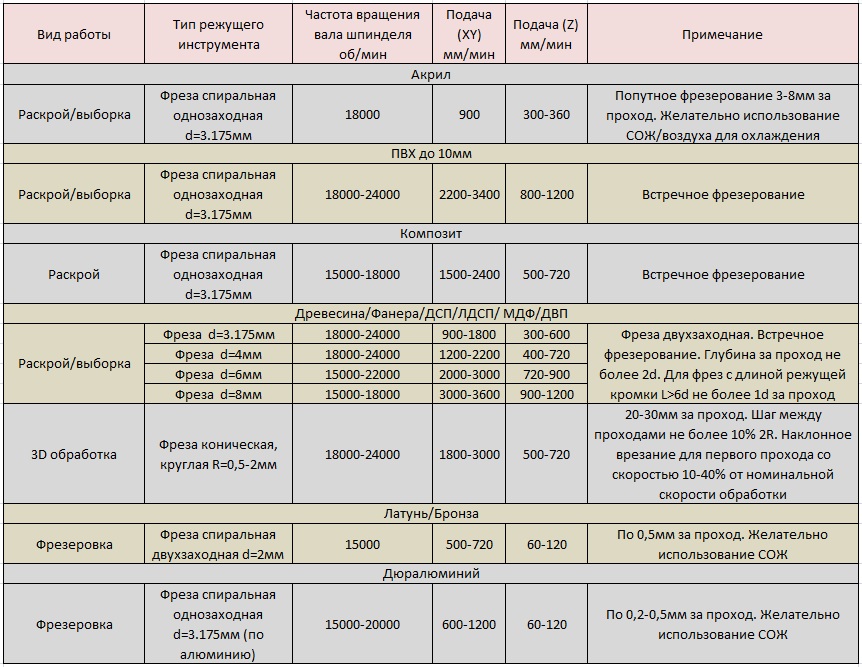
Tabulka pro výpočet řezných podmínek:

Po teoretických výpočtech pomocí vzorců je nutné upravit hodnotu rychlosti posuvu. Je třeba vzít v úvahu tuhost stroje. U strojů s vysokou tuhostí a mechanickou kvalitou se hodnoty rychlosti posuvu volí blíže k maximálním vypočteným. U strojů s nízkou tuhostí by měly být zvoleny nižší rychlosti posuvu.
Hloubka frézování na průchod (osa Z) závisí na tuhosti frézy, délce břitu a tuhosti stroje. Vybírá se experimentálně, při pozorování chodu stroje, postupným zvyšováním hloubky řezu. Pokud se během provozu vyskytnou cizí vibrace a výsledný řez je nekvalitní, je třeba snížit hloubku na jeden průchod a upravit rychlost posuvu.
Rychlost zanořování (osa Z) Měla by být zvolena přibližně 1/3 – 1/5 rychlosti posuvu (S).
Stručná doporučení pro výběr fréz:
Při výběru fréz je třeba vzít v úvahu následující vlastnosti:
-Průměr a pracovní délka. Geometrie frézy.
– Úhel ostření
– Počet řezných hran
-Materiál a zpracování frézy.
Pro provádění konkrétního druhu práce je nejlepší dát přednost frézám s maximálním průměrem a minimální délkou.
Krátká fréza s velkým průměrem má zvýšenou tuhost, při intenzivní práci vytváří výrazně menší vibrace a umožňuje kvalitnější úběr materiálu. Při výběru frézy s velkým průměrem byste měli vzít v úvahu mechanické vlastnosti stroje a výkon vřetena, abyste mohli získat maximální obráběcí výkon.
Pro zpracování měkkých materiálů je lepší používat frézy s ostrým úhlem ostření břitu pro tvrdé materiály tupější úhel v rozmezí 70-90 stupňů.
Plasty a měkké materiály se nejlépe opracovávají jednořeznými frézami. Dřevo a překližka – obousměrné. Železné kovy – 3x/4x vstup.
Materiál a kvalita frézy určuje životnost, kvalitu řezu a režimy. S nekvalitními frézami je v praxi obtížné dosáhnout vypočítaných posuvů.
Přibližné řezné podmínky používané v praxi.
Tato tabulka slouží pouze pro informační účely. Přesnější režimy zpracování se určují na základě kvality fréz, typu stroje atd. Vybírají se empiricky.
Užitečné odkazy:
Nové předměty:
Plotrové plotry (lopatkové, ryhovací, oscilační, tangenciální nůž)