Co dělá hodinová pružina?
Pružinový pohon, který se v hodinářství začal používat v 15. a 16. století, otevřel cestu ke komplexnímu využití mechanických hodinek. Tento typ pohonu stále převládá u sériově vyráběných hodinek, ale v poslední době je postupně nahrazován jinými zdroji energie v elektrických a elektronických hodinkách.
Pružinový pohon mechanismu vznikl mimo oblast hodinářství. Již ve středověku vyráběli kováři a mechanici pohyblivé figurky. Snad nejstarším příkladem je železný kohout nainstalovaný na prvních věžních hodinách v roce 1354 ve Štrasburku. Oživení přineslo zvýšený zájem o poloautomatické hodinky a samozřejmě přimělo tehdejší hodináře, aby prozkoumali myšlenku použití ocelové pružiny k pohonu hodinového strojku. Některé literární zdroje uvádějí, že první jarní hodiny se objevily kolem roku 1430. Do této doby existují zprávy o hodinách vyrobených Pierrem Lombartem z Monzy a Eganem Paulinem z Brugg pro vévodu Filipa III. Dobrého, o nichž jsme se již zmínili.
Hodinové prameny z 1. století. nelze nijak srovnávat s moderními pružinami z válcované oceli s obsahem uhlíku něco přes XNUMX% a s pružinami ze speciálních slitin s příměsí kobaltu, chrómu, niklu apod. Vysoké materiálové zatížení je u každé pružiny doprovázeno přetrvávajícími deformacemi, které ovlivňují přesnost hodinek. Na rozdíl od zatížení (závaží) se zde mění i hnací síla pružiny se změnou počtu jejích závitů. Hnací síla po prudkém počátečním poklesu po několika hodinách běhu začne klesat pomaleji a rovnoměrněji, s výjimkou krátké doby před zastavením hodin, protože hnací síla začne opět rychle klesat. Tato vlastnost se týká především pružin aktuálně vyráběných. U starších hodinek byla křivka hnací síly ještě méně jednotná, jelikož kvalita a zpracování oceli pak bylo mnohem horší. A navíc poměrně drsný povrch pružiny, usazený ve stacionárním držáku pružiny (bubnu), způsoboval velké tření a snižoval účinnost pružiny. Nejjednodušší staré pružinové hodiny se proto neobešly bez pomocného mechanismu k vyrovnání hnací síly.
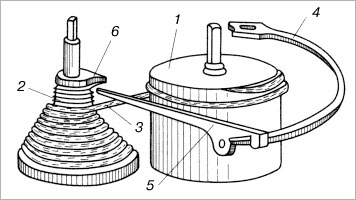
Obr. 1. Kompenzátor síly pružiny „šnek“:
1 – pružinový buben, 2 – spirála, 3 – struna (řetízek), 4 – spirálová pružina, 5 – rolovací páka, 6 – rolovací prst.
Nejběžnějším kompenzátorem hnací síly pružiny byl tzv. „šnek“ (obr. 1), umístěný mezi pružinový buben a hodinový mechanismus. Hnací sílu pružinového bubnu přenášela na volutu šňůra ovčích střev nebo tenký plochý kovový řetěz složený z mnoha nýtovaných článků. Při navíjení pružiny se provázek omotal kolem všech závitů kudrny a při odvíjení se navinul na hladký buben držáku pružiny. Poloměr převíjení na spirále se postupně zvětšoval s klesající silou pružiny, takže výsledná hnací síla zůstala přibližně stejná. Výroba řetízků pro šneky patřila k nejchoulostivějším profesionálním operacím mezi hodináři a byla často svěřena pouze ženám. Jeden takový řetěz měl od 500 do 800 článků. Celkově však nebyl žádný významný rozdíl mezi řetězovými a řetězovými stabilizátory. Starý typ strunových stabilizátorů měl nejprve zaoblené drážky na šroubovici, zatímco řetězové kompenzátory měly fasetovaný profil drážky. Vynález hlemýždě je připisován mnoha hodinářům, včetně zjevně nespravedlivě Jakuba Čecha, se vší pravděpodobností prvního českého výrobce přenosných pružinových hodinek. Tato myšlenka je však jistě starší, setkáváme se s ní například u norimberského hodináře Petera Henleina. Podle tvaru šneka lze také přibližně určit stáří konkrétních hodinek. Rané návrhy ze XNUMX. a XNUMX. století. měl štíhlé, vysoké hlemýždě, a jak se tloušťka hodinového mechanismu zmenšovala, hlemýžď jako celek se zplošťoval a úhel vrcholu jeho kužele se zvětšoval. Tvar šneků závisel i na kvalitě tehdejších pramenů. Pružiny levných hodinek z XNUMX. století. nebyly kvalitní, jejich hnací síla podléhala výrazným změnám a pro kompenzaci této síly byla zapotřebí plochá spirála s velkým zúžením.
Stabilizátory hnací síly ve tvaru šneka najdeme u starších hodin francouzské, anglické a německé provenience. Pravděpodobně poněkud starší je další stabilizátor v podobě speciální vačky, který se občas vyskytuje na některých německých kapesních a stolních hodinkách. Ke kompenzaci hnací síly zde stačí relativně malá síla ploché pružiny, přitlačující brzdový čep proti obvodu ploché vačky namontované na hřídeli pružinového bubnu (zde působí brzdný moment proti hnacímu momentu pružiny) . Tvar vačky byl zvolen tak, aby výsledná hnací síla byla konstantní. Vačka oproti šnekovi zabírala méně místa, a proto se používala především na kapesní hodinky. Obecně se však příliš neujal a byl vytlačen šnekem pro ploché hodinky, kde zůstal přibližně do konce 18. a začátku 19. století, kdy byla nahrazena končící éra „vřetena“. novými typy hodinek s moderními únikovými mechanismy. U těchto hodinek s kotevními únikovými mechanismy rychle zmizely stabilizátory hnací síly, které se zachovaly pouze v námořních chronometrech.
Výkon nejmodernější pružiny je však neustále ovlivňován několika faktory, jako jsou ztráty třením mezi závity, které se nyní snižují leštěním povrchu pružiny a mazáním. Oslabení hnací síly způsobené únavou materiálu bylo výrazně sníženo vyrobením pružin z nerezové oceli nebo speciálních slitin. Navzdory tomu však každá pružina při svém odvíjení mění svou hnací sílu. K odstranění tohoto nedostatku bylo použito několik metod.
Nejstarší metoda byla založena na přání vyloučit její počáteční a konečnou fázi z činnosti pružiny, protože hnací síla pružiny prudce klesá, když je plně navinutá a na konci vinutí. U kapesních hodinek byl použit vačkový mechanismus pro omezení pracovního rozsahu pružiny. V praxi se setkaly s různými vačkovými mechanismy, z nichž nejznámější je maltézský mechanismus, následovaný vačkovými mechanismy prstencového tvaru, případně prstovými. Vačkové mechanismy byly určeny k omezení tahu a odvíjení pružiny na několik otáček hřídele držáku pružiny (obvykle čtyři). Stejně jako hlemýžď se dodnes zachoval vačkový mechanismus pouze v provedení námořních chronometrů. Řetěz se při dávkování navíjí kolem posledních zúžených závitů kompenzátoru až do okamžiku, kdy strana řetězu tlačí na vačku vačkového mechanismu a umístí ji do dráhy prstu na zvlnění. Vačkový mechanismus současně chrání nejen samotnou pružinu, ale i filigránový řetízek nebo provázek před protržením.
U malých kapesních hodinek roli vačkového mechanismu později převzala reverzní západka, která zajišťuje malý zpětný pohyb pružiny a s tím spojené zeslabení jejího tahu. Vačkový mechanismus a reverzibilní západka chránily pružinu před přetažením. Oboustranná západka však eliminuje přetažení pružiny a použití rychle klesající hnací síly při plném navinutí pružiny, ale nezabrání tomu, aby pružina dosáhla svého konce a způsobila zpomalení v posledních hodinách. Tomu lze předejít pouze pravidelným navíjením pružiny každý den ve stejnou dobu, aby se pružina mohla vyvíjet pouze v optimální době své hnací síly.
Variabilita hnací síly může být omezena i prodloužením pružiny a zvýšením její energetické rezervy. K prodloužení pružiny však dochází v důsledku její tloušťky. Tenké pružiny také vyžadují speciální slitiny, které lépe odolávají namáhání a únavě. Hnací síla moderních pružin je nesrovnatelně vyšší než u starých hodinkových. Mimořádně příznivé vlastnosti moderních pružinových ocelí s vysokou mezí pružnosti a speciální výrobní technologií vedly k vytvoření tzv. S-pružin (pojmenovaných podle tvaru při nasazení) – které mají zvýšenou životnost a rovnoměrnější hnací sílu. .

V hodinářském průmyslu se nejčastěji používají pružiny, stočené ve tvaru podobné Archimedovy spirály, s průřezem ve tvaru obdélníku (obr. 17, a).
Obr. 17. Typy hnacích pružin.
Pro zvýšení stálosti kroutícího momentu při spouštění hnací pružiny se v poslední době začínají používat tzv. pružiny s příčným zakřivením nebo drážkované pružiny. Tyto pružiny mají tvar průřezu znázorněný na obr. 17, b. Existuje také použití pružin ve tvaru S (obr. 17, c). Při stejných geometrických rozměrech mají pružiny s příčným zakřivením o 10 % vyšší tuhost v ohybu než pružiny s obdélníkovým průřezem Kroutící moment pružiny závisí nejen na geometrických rozměrech pásky (tloušťka, šířka, délka). nebo na tvaru (profil průřezu a zvlnění), ale také na jeho elastických vlastnostech, které jsou dány materiálem a jeho studeným (válcování, broušení) a tepelným (tvrzení, popouštění, žíhání) zpracování.
Pružinový pásek požadovaných rozměrů lze získat dvěma způsoby: uříznutím širokého pásu na danou šířku a zploštěním kulaté tyče na požadované rozměry na šířku a tloušťku [46|.
Při výrobě první metodou, tedy řezáním, se okraje pásky, které po řezání dostaly „otřepy“, brousí na speciálních bruskách. Tato operace musí být provedena bez problémů, protože bez ní by páska byla zcela nevhodná pro další zpracování i provoz.
Faktem je, že řezaná hrana, i když zůstává nezaoblená, představuje a
0 mechanické působení otřepů) je místo, kde vznikají velká napětí s tvorbou drobných trhlinek, což je nepřípustné.
Při výrobě pásu druhým způsobem, tedy zploštěním, se zavádí další operace – mezižíhání celého pásu. Potřeba této operace je způsobena skutečností, že během procesu zploštění, tj. válcování tyče ve studeném stavu, vznikají v kovu tak vysoká napětí (kov dostává velké množství kalení), že další zpracování je nemožné. kvůli příliš vysoké tvrdosti pásu. Mezižíhání, tj. zahřátí pásky na teplotu 650-750 °C,
odstraňuje tuto nadměrnou tvrdost, vrací proužek do původního měkkého stavu a bez obtíží prochází dalším zploštěním. Následuje tepelné zpracování, které zahrnuje kalení, temperování a barvení pásky (dodání barvy). Tepelné zpracování pružinové pásky má velký vliv na její vlastnosti, a proto vyžaduje extrémně pečlivou realizaci. Operace tvrzení pásky spočívá v jejím zahřátí na požadovanou teplotu (např
ocel třídy U12A vyžaduje teplotu 780-790°) s chlazením ve vodě nebo oleji. V tomto případě je nutné, aby páska nebyla dekarbonizována, tedy aby uhlík nevyhořel z povrchu pásky. Pokud má páska ve svém počátečním stavu 1,10-1,25 % uhlíku, pak v důsledku dekarbonizace je možné snížit její obsah na 0,10-0,20 % nebo i méně. Zcela nevhodná je dekarbonizovaná páska, která nebude mít dostatečnou elasticitu. Po vytvrzení získá páska příliš vysokou tvrdost – 63-64 jednotek Rockwell – a stane se křehkou.
Pro snížení tvrdosti a odstranění křehkosti je páska temperována. Teplota temperování je nastavena na 290-300 °; při této teplotě klesá tvrdost pásky na požadovanou hodnotu 54-57 jednotek Rockwell.
Po temperování následují operace broušení a leštění rovin pásky, poté přechází k barvení, které se provádí při teplotě 250 ° nebo více, ale ne vyšší než je teplota popouštění, aby se nesnížila tvrdost pásky. Barvení zvyšuje odolnost pásky vůči korozi. Hotová páska se nařeže na délku odpovídající délce pružiny. Oba konce pásky jsou žíhány, aby změkly, což je nezbytné pro konečnou úpravu zámků — vnější i vnitřní (obložení, proražení otvorů, ohýbání) a pro jejich ochranu před zlomením.
Nejčastěji používaným materiálem pro hodinové pružiny je uhlíková ocel U12A a méně často křemíková ocel. Křemíková ocel má vyšší elastické vlastnosti než uhlíková ocel za předpokladu, že výchozí materiály jsou čisté a metalurgický proces probíhá správně. Válcování a tepelné zpracování křemíkové oceli je složitější než uhlíková ocel.
V posledních 2-3 letech se objevují hodinkové pružiny z nerezových slitin. Tyto nerezové slitiny jsou na bázi železa, niklu a kobaltu. V některých nerezových slitinách pro pružiny se kromě výše uvedených dvou nebo tří složek přidává chrom. V malých množstvích se přidávají také dezoxidanty, které stejně jako kovy skupiny chrómu působí disperzním vytvrzováním. U těchto slitin je současně pozorován zvýšený modul pružnosti a zvýšená mez proporcionality. Těchto elastických vlastností je dosaženo jako výsledek kombinace tří procesů – kalení za studena při válcování, disperzní kalení a elastická anizotropie pásu. Tímto způsobem byla získána slitina pro hodinové pružiny „Nivaflex“, která má zvýšenou mez proporcionality, modul pružnosti v rozmezí 20 000–24 000 kg/mm2 a vysokou mez odolnosti.
Testy ukazují, že takové hodinové pružiny mohou vydržet až 10 let, aniž by se zlomily.
9. OMEZOVAČE PRUŽIN A ekvalizéry točivého momentu
Jak je známo, u pružinových motorů závisí točivý moment na stupni navíjení pružiny. Aby se napravila hlavní nevýhoda časových přístrojů pracujících s pružinovými motory, a
Právě porušení izochronismu z proměnlivosti krouticího momentu hlavní pružiny se snaží omezit rozsah působení pružiny, a to pouze pomocí relativně plochého úseku křivky klesání pružiny. Je nutné omezit chod pružiny tak, aby působila pouze v EF úseku sestupové křivky (obr. 8). Toto omezení chodu hnací pružiny se provádí mechanicky pomocí speciálních zařízení zvaných dorazy. Nejracionálnějším provedením zarážky je tzv. maltézský kříž, znázorněný na Obr. 18. Skládá se z disku 1 namontovaného na čtyřhran hřídele bubnu –
na a řetězové kolo 2, sedící na ose umístěné ve vybrání koncové části bubnu. Počet zubů řetězového kola se musí rovnat počtu otáček bubnu a jeden zub musí být blokovací zub. Tento dorazový zub, místo toho, aby měl konkávní válcovou plochu definující každý z ostatních zubů, má konvexní válcovou plochu. Během otáčení hřídele bubnu otočí kotouč 1 na něm namontovaný, prstem vstupujícím do dutiny mezi zuby řetězového kola, řetězové kolo 2 o jeden zub. Jakmile prst kotouče dosáhne konvexního zubu řetězového kola, rotace hřídele bubnu se zastaví a tím se ukončí vinutí pružiny. Po uvolnění pružiny se hřídel bubnu zastaví a buben s ozubeným kolem se bude otáčet. Jakmile konvexní zub řetězového kola dosáhne čepu disku, pružina přestane klesat.

 Nejčastěji používaným zařízením pro vyrovnávání točivého momentu pružinového motoru je šnek. Toto zařízení se skládá z válcového bubnu a kužele (šneka) (obr. 19). Uvnitř bubnu je navíjecí pružina, jejíž jeden konec je připevněn k válci bubnu a druhý (vnější) ke stěně bubnu.
Nejčastěji používaným zařízením pro vyrovnávání točivého momentu pružinového motoru je šnek. Toto zařízení se skládá z válcového bubnu a kužele (šneka) (obr. 19). Uvnitř bubnu je navíjecí pružina, jejíž jeden konec je připevněn k válci bubnu a druhý (vnější) ke stěně bubnu.
Podél povrchu kužele je vyříznuta šroubovitá drážka. Kužel je připojen k bubnu pomocí tenkého ocelového řetězu, přičemž jeden konec řetězu je připevněn k největšímu poloměru spirály a druhý k povrchu bubnu. Když je pružina v bubnu plně navinutá, řetěz pracuje na nejmenším poloměru spirály a naopak, když pružina dochází, řetěz pracuje na maximálním poloměru spirály.
V důsledku toho je maximální tažná síla pružiny přenášena řetězem na minimální poloměr spirály. Jak se řetěz odvíjí od spirály, efektivní poloměr spirály se zvětšuje a tažná síla pružiny se snižuje. Tímto způsobem je dosaženo relativního vyrovnání variability momentu pružiny. Ozubený věnec na spirále je spojen s kolovým systémem hodin, tj. plní funkce věnce bubnu. Použití šneka vyžaduje povinné pomocné natahovací zařízení (výše popsané zařízení), aby nedošlo k narušení hodinek při natahování šneka.