Jaký je faktor K pro ohyb?
Ohraňovací lis je běžný průmyslový nástroj používaný k ohýbání různých materiálů, jako jsou ocelové, hliníkové a měděné plechy.
Znalosti a technika ohraňovacích lisů jsou základy, které mají prvořadý význam pro použití ve výrobě.
Můj úryvek vám ukáže tyto informace, včetně faktoru K, přídavku na ohyb a odpočtu ohybu.
Faktor K, také známý jako faktor poloměru ohybu, bere v úvahu tendenci materiálu natahovat se na vnějším povrchu a smršťovat se na vnitřním povrchu při ohýbání.
Správný výpočet faktoru K je důležitý pro určení polohy neutrální osy a minimalizaci možných defektů, jako je praskání nebo zvrásnění.
Přídavek na ohyb je dodatečné množství materiálu potřebné k přizpůsobení poloměru ohybu, čímž se zabrání nadměrnému roztažení nebo smrštění materiálu.
Přesný výpočet přídavků na ohyb je zásadní pro zajištění toho, aby rozměry konečného dílu splňovaly konstrukční specifikace.
Na druhé straně odečítání ohybu kompenzuje zpětný pružinový efekt materiálu, ve kterém má ohnutá část tendenci se částečně uvolnit po odstranění ohybové síly.
Zohlednění odečtení při ohýbání je nezbytné pro dosažení požadovaného úhlu ohybu a zachování rozměrové přesnosti.
Pochopením a správným uplatněním těchto důležitých faktorů můžete optimalizovat své ohýbací procesy, minimalizovat plýtvání materiálem a trvale vyrábět vysoce kvalitní ohýbané součásti, které splňují ty nejpřísnější požadavky.
II. Jaký je koeficient K?
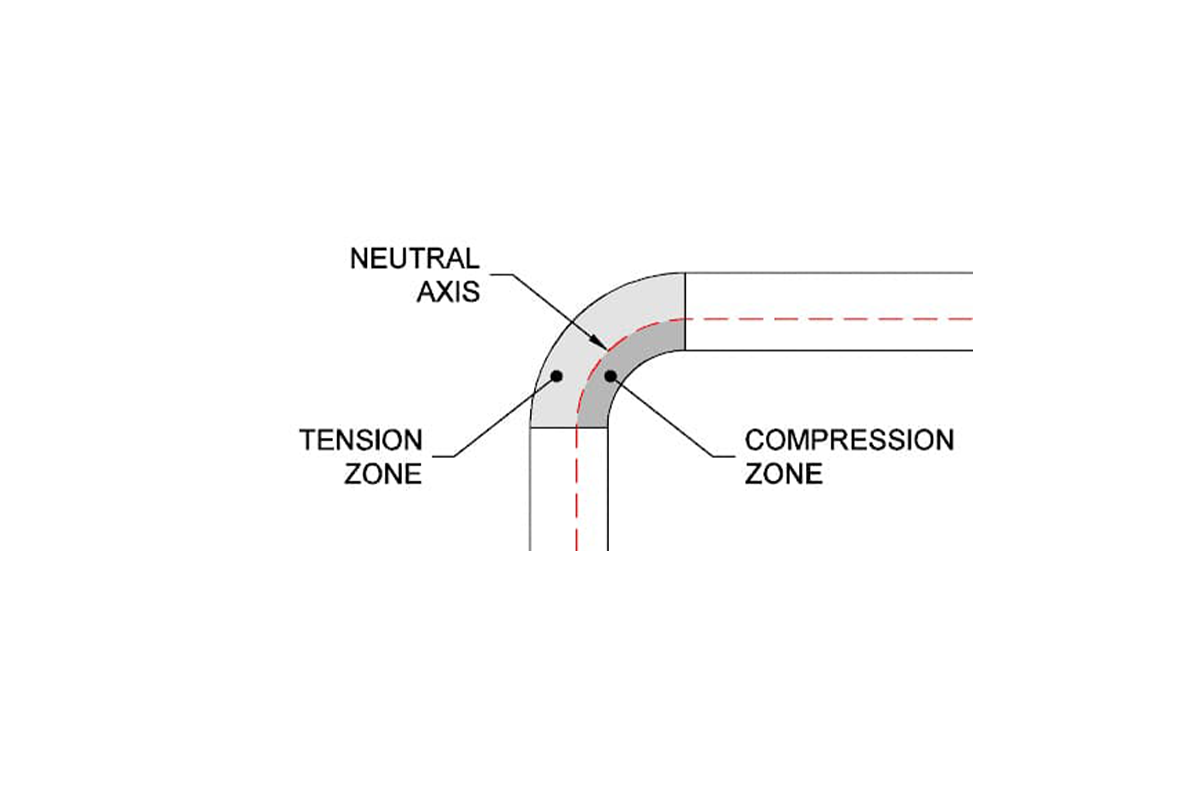
U plochého plechu je neutrální osa rovnoměrně umístěna v polovině tloušťky plechu, ale během ohýbání se bude pohybovat.
Změna polohy neutrální osy je určena různými faktory, jako jsou vlastnosti materiálu, tloušťka, úhel ohybu, vnitřní poloměr a způsob ohýbání desky.
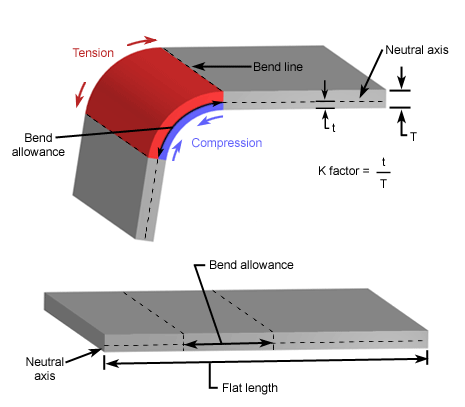
Matematicky je faktor K poměr mezi polohou neutrální osy (t) a tloušťkou desky (T).
Kde t je vzdálenost od vnitřního povrchu k neutrální ose a T je tloušťka kovu (obr. 1).
Koeficient K je určen fyzikálními vlastnostmi materiálu, způsobem ohybu, úhlem ohybu a dalšími faktory.
Vlastnosti materiálu: Obvykle se pohybuje v rozmezí 0,30 až 0,50. Obecně je faktor K měkké mědi nebo měkkých měděných materiálů 0,35, faktor K materiálů, jako je polotvrdá měď nebo mosaz, měkká ocel a hliník, je 0,41 a faktor K materiálů, jako je bronz, tvrdá měď, studená válcovaná ocel a pružinová ocel, je 0,45.
Poloměr ohybu: Čím menší je poloměr ohybu, tím vyšší je faktor K.
Tloušťka materiáluČím silnější je materiál, tím vyšší je K-faktor.
Mez kluzu materiáluČím vyšší je mez kluzu, tím nižší je koeficient K.
Modul pružnosti (také známý jako Youngův modul)Čím silnější je materiál, tím vyšší je K-faktor.
Při přesné výrobě plechů je faktor K kritickým faktorem. Pro výpočet plošného vzoru ohybu se používá faktor K, který přímo souvisí s délkou plechu nataženého při ohýbání.
Toto je základní veličina pro stanovení přídavku na ohyb a přídavku na ohyb.
Protože poměr vzdálenosti k neutrální ose k tloušťce plechu určuje polohu neutrální osy v kovové desce, znalost K faktoru pomáhá určit polohu neutrální osy po ohnutí.
Faktor K můžete určit také pomocí níže uvedené tabulky:

Pro dokonalé ohýbání plechu můžete použít také kalkulátor K faktoru.
III. Co je to přídavek na ohyb?
Povolení ohybu (BA) je délka ohybového oblouku měřená podél neutrální osy plechu, protože délka neutrální osy se po ohnutí nemění.
Jakmile byl vypočítán přídavek na ohyb, měl by být přidán k délce plochého plechu, aby se určila požadovaná délka plechu potřebná k vytvoření požadovaného kusu.
Jak je znázorněno na obrázku níže:
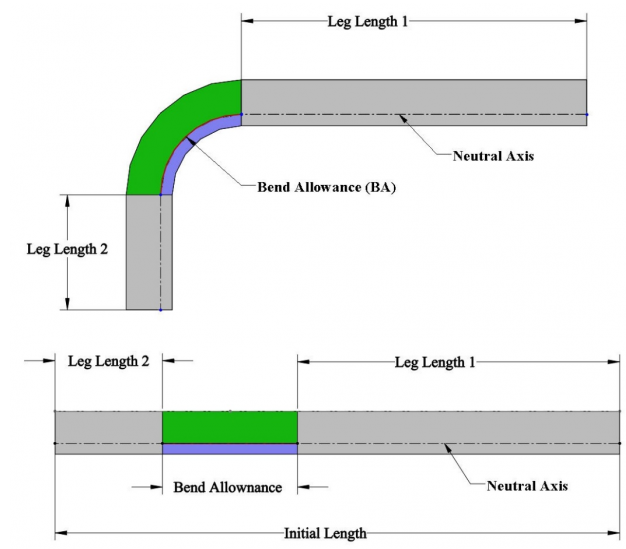
Pro výpočet délky čepice použijte následující vzorec:
Délka pásu plechu = délka nohy 1 +BA + délka nohy 2
Vzorec pro výpočet přídavku na ohyb:
R – vnitřní poloměr
K – koeficient K
T – tloušťka materiálu
IV. Co je to srážka za ohyb?
Po ohnutí je délka příruby (tj. celková délka) větší než délka plochého plechového dílu.
Odečtení ohybu je délka materiálu, která musí být odstraněna z celkové délky desky, aby se získal správný plochý vzor.
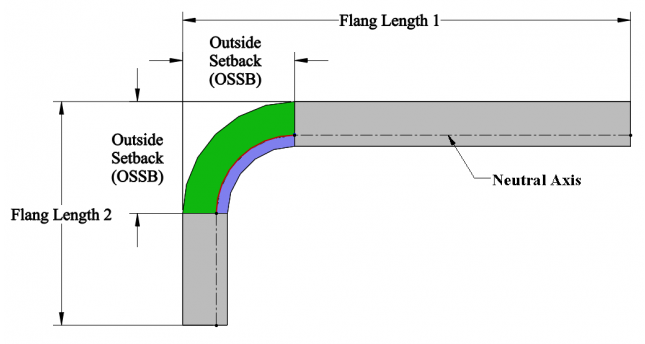
Podle obrázku výše je přídavek ohybu rozdíl mezi přídavkem ohybu a dvojnásobkem vnějšího přesazení.
Vzorec pro výpočet srážky za ohyb:

OSSB – Vnější odsazení (délka dílu za úhlem ohybu).
R – poloměr ohybu
K – koeficient K (určený vlastnostmi materiálu a tloušťkou)
T – tloušťka materiálu
A – požadovaný úhel ohybu ve stupních
Řekněme, že chceme ohnout plech z nerezové oceli o tloušťce 2 mm pod úhlem 90° s vnitřním poloměrem ohybu 3 mm. Faktor K pro tento materiál je známý jako 0,44. Vypočítejme srážku za ohýbání krok za krokem:
1. Vypočítejte přídavek na ohyb (BA):
BA = π * (R + K * T) * (A / 180)
Kde R je vnitřní poloměr ohybu, K je faktor K, T je tloušťka plechu a A je úhel ohybu.
BA = π * (3 + 0,44 * 2) * (90 / 180) = 4,39 mm
2. Vypočítejte vnější okraj (OSSB):
OSSB = R + T = 3 + 2 = 5 mm
3. Vypočítejte srážku ohybu (BD):
BD = 2 * OSSB – BA
BD = 2 * 5 – 4,39 = 5,61 mm
Proto, abychom na tomto plechu z nerezové oceli o tloušťce 90 mm získali ohyb 3° s vnitřním poloměrem 2 mm, musíme během procesu ohýbání nastavit parametr Odpočet ohybu na 5,61 mm.
To znamená, že potřebujeme ohnout plech o 5,61 mm, abychom kompenzovali odpružení po ohnutí a nakonec dosáhli požadovaného úhlu ohybu 90°.
Výpočet přídavku na ohyb může pomoci určit rozměry součásti před ohýbáním, což umožňuje lepší plánování výroby a snižuje plýtvání materiálem.
V. Závěr
Když se podíváme do hloubky na K-faktor, přídavek na ohyb a přídavek na ohyb, můžeme lépe porozumět roli, kterou tyto klíčové parametry hrají v procesu ohýbání.
Koeficient K určuje míru natažení materiálu při ohýbání, přídavek na ohyb určuje skutečné rozměry obrobku po ohýbání a srážka ohybu pomáhá vypočítat rozměry obrobku před ohýbáním.
Přesný výpočet těchto parametrů je rozhodující pro dosažení přesného ohýbání a snížení plýtvání materiálem.
Faktor K, přídavek na ohyb a srážka na ohyb však musí být stanoveny opakovanými zkouškami ve skutečné výrobě a teoretické výpočty lze použít pouze jako počáteční vodítko.
Pokud hledáte profesionálního výrobce ohýbačky plechu, doporučuji poohlédnout se po ADH Machine Tool.
Jako lídr v oboru s více než 40 lety zkušeností poskytuje ADH svým zákazníkům kompletní řešení ohýbání prostřednictvím výjimečné výkonnosti produktů a zákaznických služeb.
Nejnovější aktualizace a specifikace produktu najdete na produktové stránce mé společnosti a jsem si jist, že najdete ohraňovací lis, který splní vaše požadavky.

Faktor K je zásadní pro proces ohýbání a úzce souvisí s konceptem „odrazu zpět“. Je také známý jako přídavek na ohyb a používá se k výpočtu vývoje plechu. Znalost vzorce součinitele K je nezbytná pro správné ohýbání materiálů v závislosti na jejich typu.
Co je faktor K?
Koeficient K udává chování ohýbaného materiálu a jeho odezvu na aplikované tahové a tlakové napětí.
V podstatě nejde o nic jiného než o poměr tloušťky plechu k neutrální ose, tedy mezi t (vzdálenost mezi vnitřkem ohybu a neutrální rovinou) a T (tloušťka obrobku).
Co je neutrální rovina?
Neutrální rovina je ideální oblast, která se při flexi nemění, nezkracuje ani neprodlužuje. Chcete se dozvědět více o neutrálním letadle? Napsali jsme článek, který se tomuto tématu věnuje podrobněji.
Obecně lze říci, že v naprosté většině případů leží neutrální rovina přibližně v 1/3 tloušťky zevnitř, takže se rovná 0,33.
Například: tloušťka 30/10 by měla t=1mm, takže 1/3=0,33=k
Existují však případy, kdy má neutrální poloměr tendenci se pohybovat směrem ke středu, tzn. když postoj
Kde r je vnitřní poloměr ohybu a T je vzorec faktoru tloušťky K pro plech
Pro výpočet vývoje plechu se používá následující vzorec:
k = log(r/s)x0,5+0,65
V každém případě níže uvedená tabulka poskytuje sadu hodnot, které lze použít, jakmile správně určíte vnitřní poloměr ohybu.
Plechová tabulka K faktoru
| 0,65>r/t | k = 0,3 |
| 1 | k = 0.35 |
| 1.5 | k = 0.4 |
| 2.4 | k = 0.45 |
| 3.8 | k = 0.5 |
Co ovlivňuje zploštění plechu?
Vývoj plechu obvykle závisí na faktorech, jako jsou: materiál, tloušťka a použité raznice a v menší míře i poloměr razníku. Všechny tyto komponenty ovlivňují vnitřní poloměr do té či oné míry. Přirozeným důsledkem toho je, že čím větší je poloměr, tím menší je rozložení a naopak. Podívejme se nyní na hlavní faktory ovlivňující rozvržení plechu:
Šířka matice: širší otvor matrice vytváří větší poloměr.
Typ ohýbání: Dalším aspektem, který je často ignorován, je to, že rozměry hotového obrobku se liší pro stejnou matrici, materiál a tloušťku v závislosti na tom, zda se používá vzduchové ohýbání nebo ražení. Ve skutečnosti druhá možnost vytváří menší poloměr, a proto vyžaduje delší rozmítání. Zvláštní pozornost by měla být věnována ražbě. Toto je jediná metoda, kde je vnitřní poloměr stejný jako poloměr razníku, takže rozložení závisí pouze na poloměru razníku.
Poloměr děrování: Jak již bylo uvedeno, poloměr razníku za standardních podmínek (takže ne pro speciální ohyby vyžadující použití nástrojů s velmi velkým poloměrem) by měl být přibližně 2/3 vnitřního poloměru ohybu.
Tato součást má totiž v menší míře tendenci vytvářet rozdíly ve velikosti hotového obrobku.
Ohýbání středně silných obrobků s příliš malým poloměrem razníku (například r 0,8 při tloušťce 50/10) nejen vytváří nevzhledné drážky na vnitřní straně, ale také způsobuje větší namáhání materiálu a nepřirozené zakřivení.
K-faktor plechu: jak rozložit plech
Obchody používají různé metody k určení správné délky vývoje. Nyní existuje tendence spoléhat se na řadu softwarových balíčků na trhu, ale provedené úpravy mohou být stále založeny na empirických metodách vyvinutých ve společnostech. Nyní se podívejme na některé metody používané operátory.
Tabulky podle zkušeností: jsou získány zohledněním kompenzací přidaných k rozvržení během praktických zkoušek.
Kompenzační hodnoty: K tomu jsou k vnitřním měřením ohybu přidány kompenzační hodnoty odpovídající procentu tloušťky.
DIN tabulky: Jedná se o tabulky obsahující hodnoty, které je nutné odečíst od vnějších rozměrů ohýbaných kusů.
Geometrické výpočty: aplikací k-faktorů získaných z výše uvedeného vzorce nebo použitím vzorových hodnot mřížky založených na r/t. Zesílení poloměru a variace k-faktoru: Tento přístup používají návrháři používající 3D modelovací software.
Procentní metoda: je to široce používaný systém. Zahrnuje nejprve zjednodušení vnitřního poloměru slitiny na základě matrice a materiálu a následné zadání k-faktoru z tabulky.
Nyní, když víte, co je k-faktor podrobně a jak jej vypočítat, můžete přesně určit plochý vzor plechu pro ohýbání.