Jak se vyrábí dřevotříska na nábytek?
Předpokládá se, že předkem dřevotřísky byl Ernst Hubbard, který navrhl myšlenku vytvoření nového, vědě dříve neznámého materiálu z pilin a kaseinového lepidla. V roce 1887 Hubbard uskutečnil své sny a představil veřejnosti první prototyp dřevotřískové desky. Vývoj vynálezce byl po chuti jeho kolegům a již v roce 1918 byl vytvořen další experimentální model – deska dokončená dýhou. V dnešní době je laminovaná dřevotříska dostupná všem. Ale v době M. Beckmana, který jako první pokryl dřevotřískové desky dýhou, si takové výrobky mohli dovolit jen privilegovaní lidé.
Přelomový okamžik v historii dřevotřískových desek nastal v roce 1926. Německý vědec Freudenberg tehdy odvodil vzorec pro „ideální“ dřevotřískovou desku a vypočítal optimální poměr mezi pojivem a pilinami. Podle jeho výpočtů měla štěpka „polotovar“ obsahovat 3 až 10 % viskózní látky. Později byly závěry vědce mírně opraveny, takže dnes dřevotřískové desky obsahují 6 až 8% formaldehydových pryskyřic. Mimochodem, pryskyřičné sloučeniny se začaly používat při výrobě dřevotřískových desek až v roce 1933, 7 let po Freudenbergových základních výpočtech.
Pracovali i naši krajané, i když ne ve své domovině. V roce 1935 vyrobil emigrant Alexey Samsonov ve Francii první orientované dřevotřískové desky (OSB) kladením dlouhých pásů dýhy do křížového vzoru. Ve stejném roce začal ve státě Iowa fungovat experimentální závod na výrobu desek s použitím fenolického pojiva Ernsta Lötschera.
Mnohem později byly vyrobeny dřevotřískové desky odolné proti vlhkosti, které obsahovaly parafinové sloučeniny.
Proces výroby dřevotřískových desek spočívá ve zpracování předem připraveného odpadu ze zpracování dřeva lisováním za tepla. Pracovní hmota obsahuje kromě třískové směsi také termosetovou pryskyřici s adhezivními vlastnostmi.
Výchozími materiály pro budoucí desky jsou dřevěné štěpky a piliny, stejně jako další odpad z papírenského a dřevozpracujícího průmyslu. Stačí je smíchat se speciální pryskyřicí a vložit do formy. Tam, za podmínek horkého lisu a vystavení teplotě, bude pryskyřice vykazovat své adhezivní vlastnosti.
Konečnou fází technologického procesu je chlazení hotových dřevotřískových desek a jejich oddělení od forem. Dále jsou odeslány k leštění.
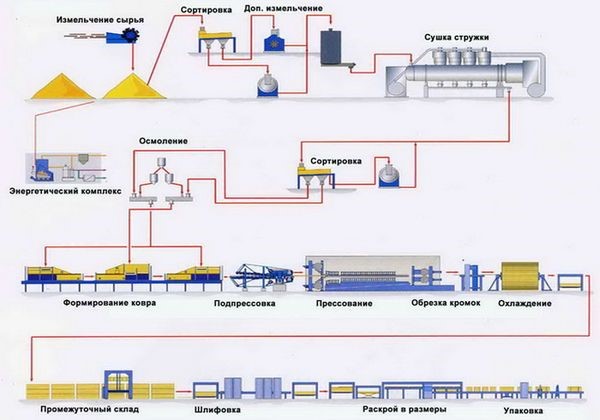
Schéma výrobního procesu
Technické vlastnosti dřevotřískových desek
Hustota – 0,5-1,0 g/cm³;
Bobtnání ve vodě – 5–30 %;
Pevnost v tahu – 0,2–0,5 MPa;
Pevnost v ohybu – 10–25 MPa;
Tloušťka – od 1 mm (v krocích po 1,0 mm);
Délka – od 1800 mm (v krocích po 10 mm);
Šířka – od 1200 mm (v krocích po 10 mm).
Dřevotřísková deska má přijatelnou cenu a je vhodná pro provádění široké škály úkolů ve stavebnictví, dokončování a dekoraci interiérů. Mezi jeho další výhody patří:
- jednoduchost a snadnost zpracování;
- rychlá montáž konstrukcí (pomocí šroubováku);
- univerzálnost použití;
- dobrá bezpečnostní rezerva;
- estetický vzhled;
- velký výběr barev;
- hustá homogenní struktura;
- nízká hmotnost, což zjednodušuje přepravu;
- trvanlivost v závislosti na skladovacích a provozních podmínkách.
Mnozí považují za hlavní nevýhodu přítomnost pryskyřic v dřevotřískových deskách, které negativně ovlivňují lidské zdraví. V moderní výrobě se však používají poměrně málo a obsah je přísně kontrolován výrobcem. Ujistěte se, že výrobce má certifikát, který potvrzuje kvalitu materiálu, a buďte si jisti, že je bezpečný. Druhou nuancí, se kterou se setkáte, je nemožnost získat zakřivené a tvarované díly. To se vysvětluje složitostí řezání dřevotřísky.
Technologie výroby dřevotřísky (dřevotřískové desky).
Surovinou pro dřevotřískové desky jsou různé druhy odpadu z pily, těžby, zpracování dřeva (desky, latě, dna, větve, odřezky, hobliny, piliny), ale i nekvalitní kulatina. Ukazuje se důležitost této výroby: z odpadu a nekvalitního dřeva se získává materiál, ze kterého se vyrábí kvalitní, trvanlivé produkty.
Veškerý kusový odpad se drtí na štěpky pomocí štěpkovačů. Dřevní štěpka se připravuje z dřevní štěpky, dále z hoblin, odpadu a pilin na speciálních rotačních strojích. Z kulatiny se štěpka vyrábí buď přímo z kulatiny na strojích s nožovou hřídelí, nebo podle schématu štěpka-tříska, kdy se nejprve vyrábí štěpky a poté se z štěpků vyrábějí hobliny. Před podáváním kmenů do hoblovacího stroje se kmeny nařežou na odměřené kusy (obvykle 1 m dlouhé).
Třísky musí mít určité, předem stanovené rozměry (tloušťka 0,2-0,5 mm, šířka 1-10 mm, délka 5-40 mm). Nejmenší třísky jsou posílány do vnějších vrstev desky. Kromě dodržení rozměrů je také nutné zajistit, aby třísky byly ploché, jednotné tloušťky, s hladkým povrchem. Hobliny pro vnější vrstvy po rozčesávacích strojích procházejí dodatečným mletím v drtiči (zde je šířka zmenšena) nebo ve mlýnech, kde se mění tloušťka. Poslední operace je zvláště důležitá pro desky, které jsou dokončeny laminací, protože v tomto případě jsou kladeny vysoké nároky na kvalitu jejich povrchu.
Vyrobené surové štěpky jsou skladovány v bunkrech, kam jsou dodávány pneumatickým dopravním systémem nebo mechanickými dopravníky. Ze zásobníků jsou surové štěpky přiváděny do sušiček. Je nutné sušit štěpky na obsah vlhkosti 4-6% a pro vnitřní vrstvu – až 2-4%. Proto se třísky různých vrstev suší v samostatných sušičkách. Při výrobě dřevotřískových desek se zpravidla používají konvekční sušičky, ve většině případů bubnového typu. V sušicí peci se spaluje plyn nebo topný olej, teplota v ní je 900-1000 °C. Na vstupu do bubnu dosahuje teplota sušícího prostředku 450-550 °C, na výstupu je od 90 do 120 °C. Buben má průměr 2,2 m a délku 10 m, instaluje se se sklonem 2-3° ke vstupu surové štěpky.
Po vysušení se třísky třídí buď na mechanických (sítových) jednotkách nebo pneumaticky. Tyto stroje rozdělují třísky na frakce pro vnější a vnitřní vrstvy. Tím je výroba čipů dokončena. Je třeba poznamenat, že tato část technologického procesu do značné míry určuje úspěšnou realizaci následných operací, produktivitu procesu a zejména kvalitu bram. Proto je přípravě čipů věnována velká pozornost (obsluha zařízení v této oblasti, kvalifikace operátorů).
Štěpky se mísí s pojivem ve speciálních jednotkách zvaných míchačky. Tato operace je složitá, protože výrobní technologie vyžaduje potažení každého čipu pojivem. Nepryskyřičné třísky se neslepují a přebytek pryskyřice na třískách vede k nadměrné spotřebě pojiva a nízké kvalitě desek. Pojivo se dodává do míchačky ve formě roztoků. Jejich koncentrace v toku vnější vrstvy je 53-55 %, vnitřní vrstva je o něco vyšší (60-61 %). V současné době jsou nejběžnější míchačky, ve kterých je nastříkané pojivo (velikost částic 30-100 mikronů) nasměrováno hořákem na proud třísek zavěšených ve vzduchu. Tyto dva proudy se mísí, pojivo se ukládá na povrch třísek. Míchačky zpravidla vyžadují jemnou kontrolu, která dodržuje přísné kvantitativní vztahy mezi třískami, pryskyřicí a tvrdidlem. Po dehtování jsou třísky odesílány pásovými nebo hřeblovými dopravníky do tvářecích strojů.
Tvářecí stroje odebírají dehtované třísky a sypou je do rovnoměrné vrstvy (koberec) na palety nebo dopravní pásy běžící pod nimi. Koberec na holení je souvislý pruh určité šířky a tloušťky. Dělí se do balíků, ze kterých se následně při lisování za tepla formují pláty. Rovnoměrnost kobercové výplně přirozeně přímo ovlivňuje kvalitu desek (rovnoměrná hustota, stejná tloušťka). Kromě toho musí tvářecí stroje do vnějších vrstev přidávat jemné třísky.
Dopravník posouvá balíky, které se po průchodu předlisem stávají hustými, transportu odolnými briketami. V současnosti jsou v průmyslu dřevotřískových desek známé dva zásadně odlišné typy hlavních dopravníků. Liší se tím, že v jednom případě se pytle (a následně brikety) přemísťují na kovových paletách, v druhém typu hlavního dopravníku – na pásových dopravnících při bezpaletovém lisování. Každé schéma hlavního dopravníku má své výhody a nevýhody. Paletová metoda je jednodušší a spolehlivější, ale desky se vyrábějí s většími odchylkami tloušťky a spotřeba tepelné energie je větší. Bezpaletová metoda poskytuje určité úspory energie a zlepšenou kvalitu desky. Konstrukce hlavních dopravníků jsou dostatečně podrobně popsány v odborné literatuře a v případě potřeby ji může čtenář využít k podrobnějšímu prostudování této hlavní technologické řady továren na dřevotřískové desky.
Autor již zmínil, že součástí hlavního dopravníku je lis pro předlisování. Předlisování je nutné pro zmenšení tloušťky obalu a zvýšení jeho přepravitelnosti. Tloušťka balení se zmenší 2,5-4krát (více při bezpaletovém lisování). Tlak je v tomto případě 1-1,5 MPa při lisování na paletách a 3-4 MPa při lisování bez palet. Předlisování se obvykle provádí v jednopodlažních lisech, někdy se jedná o lis pohyblivý, častěji stacionární.
Po předlisování se brikety na paletách dostávají do vícepodlažního hydraulického lisu pro lisování za tepla. Při bezpaletovém lisování jsou brikety vyskládány pásem přímo na horké desky lisu; Při lisování je briketa vystavena teplu a tlaku. Čtenář samozřejmě chápe, že doba lisování za tepla určuje dobu trvání lisovacího cyklu a tím i produktivitu celého závodu. Velká pozornost je proto věnována snížení lisovacího cyklu. Náklady na lis na lisování za tepla, stejně jako při výrobě dřevovláknitých desek, jsou 20-25% nákladů na veškeré vybavení závodu, a proto je problémem jeho nejlepšího využití neustálá starost pracovníků závodu a profese lisu operátor je nejuznávanější.
Lisování se provádí při 180 °C a specifickém tlaku 2,5-3,5 MPa. Doba lisování je 0,3-0,35 minuty na 1 mm tloušťky desky. Moderní lisy disponují velikostmi topných desek 6×3 m, s až 22 pracovními prostory (lisuje se 22 dřevotřískových desek současně). Výška lisu dosahuje 8m.
Snížení lisovacího cyklu (zvýšení produktivity lisu) je dosaženo zvýšením lisovací teploty, použitím pryskyřic s kratší dobou vytvrzování a zvýšením počtu pracovních intervalů. Tato opatření byla realizována ve většině závodů, což umožnilo zvýšit produktivitu lisů z 35 na 80-85 tisíc m 3 bram za rok.
Autor považuje za nutné čtenáře upozornit, že existují i jednopatrové lisy. Jejich délka topné desky dosahuje 20 m, celková délka hlavního dopravníku je 60-70 m Při jeho obsluze je obsluha nucena k přemisťování použít jízdní kolo.

Moderní stavební materiály z dovozu vytlačují z trhu v poslední době oblíbené domácí produkty, včetně známých dřevotřískových desek. MDF a OSB desky, vyrobené zahraničními technologiemi, v mnoha ohledech předčí známé stavební materiály. Nízká cena dřevotřískové desky umožňuje materiálu konkurovat a tvořit důstojnou alternativu, důležité je, že zařízení na výrobu dřevotřískových desek je již k dispozici v mnoha odvětvích těžby dřeva a zpracování dřeva.
Dlouho byla dřevotříska nejoblíbenějším materiálem pro výrobu nábytku a zařízení na výrobu dřevotřískových desek z pilin zůstala v mnoha podnicích v zemi. Je zastaralý a nesplňuje moderní požadavky. Od roku 2006 se společnost “OLAND PROMTECHMONTAZH” specializuje na opravy, modernizace starých a výrobu nových dřevozpracujících zařízení. Vlastní výrobní základna nám umožňuje realizovat komplexní dodávky, což minimalizuje počet zhotovitelů a zvyšuje efektivitu práce. Na předobjednávku je možné vyrobit bunkry, NÁDRŽE na skladování materiálů, sila, dopravní potrubí, PNEUMATICKOU DOPRAVU, zařízení na sušení surovin a další dřevoobráběcí zařízení.
Nízké náklady na dřevotřískové desky jsou vysvětleny snadností zpracování, dostupností a nízkou cenou surovin. K výrobě se používá nekvalitní dřevo a hobliny, jako pojivo se používá termosetová syntetická pryskyřice. Přidávají se aditiva pro zvýšení pevnosti, odolnosti, antiseptických a vodoodpudivých vlastností.
- příprava surovin;
- sušení;
- příprava třískové lepicí hmoty;
- příjem koberce;
- lisování;
- tvarování, broušení.
ZPRACOVÁNÍ SUROVIN
Proces přípravy a zpracování surovin zahrnuje odstraňování nečistot, třídění a dělení na frakce. Drtiče a drtiče se používají jako zařízení pro výrobu dřevotřískových dutých desek. Výsledné mokré třísky se naplní do násypek a SILOS a skladují se až do zahájení dalších operací. K zásobování surovinami slouží pneumatická doprava. Dobře navržený potrubní systém vám umožní rychlý přesun materiálu a automatizaci výrobního procesu.
Sušení

Proces sušení probíhá v průmyslových sušících komplexech. Vlhkost vnitřní a vnější vrstvy dřevotřískové desky je různá, proto se třísky pro ně plánované suší v různém zatížení. Při výrobě se používají bubnové sušičky.
Hmota se zahřívá horkým plynem získaným spalováním plynu nebo topného oleje dodávaného potrubím.
RESINERING
K resinizaci třískové směsi dochází v kontinuálních mísičích. Toto je jedna z nejdůležitějších fází procesu, každý čip musí být potažen vrstvou pryskyřice optimální tloušťky. Nejsou-li tyto požadavky splněny, nepotažené dřevozpracující produkty se následně nebudou slepovat a přebytek pryskyřice zvýší cenu dřevovláknitých desek na úkor kvality.
Pryskyřice je do míchačky dodávána dávkovacím čerpadlem pneumatickou dopravou speciálními tryskami. Během celého procesu dehtování jsou třísky neustále promíchávány lopatkami a přemisťovány z jedné části zařízení do druhé.
PŘIJÍMÁNÍ KOBERCE
Koberec je pruh dřevěných třísek připravený k lisování. Jeho výroba probíhá na tvářecích strojích při výrobě je důležité dodržet rozměry: tloušťku a šířku. Při použití starého zařízení může dort sestávat z několika vrstev. Pro vytvoření vnitřní části se odebírají větší třísky, malé se používají pro vnější vrstvu. Ve výsledné dřevotřískové desce jsou rozdíly mezi vrstvami, které jsou viditelné pouhým okem.
Moderní dřevoobráběcí zařízení umožňuje tvarovat koláč v jedné vrstvě, proud vzduchu přiváděný pneumatickou dopravou zajišťuje postupnou změnu velikosti třísek bez jasné hranice mezi vrstvami.

LISKOVÁNÍ
Proces se provádí v tepelných lisech při zvýšených teplotách a vysokém tlaku. Doba trvání operace se měří ve zlomcích minuty na 1 mm tloušťky koláče. Používají se dva druhy lisování:
- Při progresivnějším plochém lisování se lisování provádí ve směru kolmém k povrchu desky, což přispívá k vysoké pevnosti.
- Na zastaralých zařízeních se často provádí vytlačovací lisování s tlakem na okraj.
ŘEZÁNÍ A BRUŠENÍ
Bezprostředně po lisování, když je deska ještě horká, se řezání provádí zřídka, což je vysvětleno nerovnoměrností teploty mezi vrstvami a v důsledku toho přítomností vnitřních pnutí, která mohou během zpracování vést k deformacím.
Procesu předchází chlazení. Provádí se ve ventilátorových chladičích, které svým vzhledem připomínají ventilátor. Dřevoobráběcí zařízení je vyrobeno ve formě bubnu s deseti buňkami, z nichž každá má nainstalovanou desku. Ochlazeno na 50 stupňů. Před finálním zpracováním jsou produkty odeslány do skladu, kde jsou skladovány po dobu minimálně 5 dnů.
DOKONČOVÁNÍ
Broušení se provádí na bruskách se 4, 6, 8 hlavami. S rostoucím počtem hlav ve výbavě se zvyšuje kvalita zpracování. Dále je deska přemístěna do prostoru pro aplikaci dekorativního nátěru, zabalena a odeslána zákazníkovi ve formě panelů nebo desek v plné velikosti.