Jak se měří ohyby potrubí?
Ohýbání trubek je běžnou operací v různých průmyslová odvětvíz stavba a strojírenství k instalatérství a design. Důležité pochopitže nesprávné ohýbání může vést k k deformacím, snížit síla a dokonce zničení potrubí. Proto je nesmírně důležité správně určit poloměr ohýbáníkterý poskytne bezpečný a efektivní provoz konstrukce.
V tomto článku podrobně popisujeme pojďme to vyřešitjak měřit poloměr ohybu trubky, jaký druh vzorce a metody k použití, a také považovat za důležité nuancekteré vám pomohou vyhnout se chybám při práci s trubkami.
Chcete-li zobrazit sekci, která vás zajímá, klikněte na odkaz:
Pojem poloměr ohybu a jeho význam
Jak vypočítat minimální poloměr ohybu trubky: Vzorce a koeficienty
R = 20*S
Kt = S/Dn
Jak použít Kt k výpočtu poloměru ohybu?
R = 30*S
R = 10*S
Měření poloměru ohybu v praxi: Metody a nástroje
1. Metoda řetězce a pravítka
2. Šablonová metoda
3. Metoda pomocí speciálních nástrojů
Stanovení zakřivení potrubí
Jak změřit zakřivení trubky?
Výpočet délky ohybu trubky
Důležité tipy a triky pro ohýbání trubek
Závěry a závěr
Recenze
Měření poloměru ohybu trubky: prevence deformace
Při ohýbání trubek je důležité znát minimální poloměr ohybu, aby nedošlo k deformaci a poškození. Tento poloměr závisí na tloušťce stěny trubky a je určen speciálním vzorcem: R = 20*S, kde R je minimální poloměr ohybu v milimetrech a S je tloušťka stěny trubky v milimetrech.
Pokud je například tloušťka stěny trubky 3 mm, pak minimální poloměr ohybu bude 20 * 3 = 60 mm.
Pro přesnější určení přípustného poloměru ohybu je však nutné vzít v úvahu koeficient tenkosti trubky (Kt). Tento koeficient ukazuje poměr tloušťky stěny k vnějšímu průměru trubky a vypočítá se podle vzorce: Kt = S/Dn, kde Dn je vnější průměr trubky v milimetrech.
Čím větší je tenkostěnný koeficient, tím větší je pravděpodobnost deformace trubky při ohýbání. ⚠️ Tenkostěnné trubky (s velkou hodnotou Kt) jsou náchylnější k deformaci, proto je u nich nutné použít větší poloměr ohybu než u silnostěnných trubek.
Pokud má například trubka tloušťku stěny 3 mm a vnější průměr 50 mm, pak Kt = 3 / 50 = 0,06. V tomto případě nemusí být minimální poloměr ohybu vypočítaný pomocí vzorce R = 20 * S dostatečný, aby se zabránilo deformaci.
Je důležité si uvědomit, že vzorce jsou pouze přibližné hodnoty. V praxi se poloměr ohybu může lišit v závislosti na materiálu trubky, jejím stavu (přítomnost koroze, defekty), způsobu ohýbání a dalších faktorech. ️
Při výběru poloměru ohybu je proto vždy lepší řídit se doporučeními výrobce potrubí a používat bezpečnostní rezervu. Tím se zabrání deformaci a zajistí se trvanlivost a spolehlivost potrubního systému.
Doufáme, že vám tyto informace pomohou správně určit poloměr ohybu trubek a vyhnout se chybám při jejich instalaci!
Pojem poloměr ohybu a jeho význam
Poloměr ohybu je vzdálenost od středu zakřivení k vnějšímu povrchu trubky během ohýbání. Určuje, jak daleko lze trubku ohnout bez rizika jejího poškození. Minimální poloměr ohybu je minimální hodnota poloměru, při které je ještě možné ohýbat trubku bez deformace.
Je důležité pochopit:
- Čím menší je poloměr ohybu, tím silnější je ohyb.
- Příliš malý poloměr ohybu může mít za následek:
- Ztenčení stěny trubky v ohybu.
- Vzhled prasklin a zlomů.
- Snížená pevnost potrubí.
- Změna tvaru průřezu.
Jak vypočítat minimální poloměr ohybu trubky: Vzorce a koeficienty
Chcete-li určit minimální poloměr ohybu, při kterém je stále možné ohýbat trubku bez deformace, použijte následující vzorec:
R = 20*S
- R — minimální poloměr ohybu (v mm).
- S — tloušťka stěny trubky (v mm).
Pokud je například tloušťka stěny trubky 3 mm, pak minimální poloměr ohybu bude:
R = 20 x 3 = 60 mm.
Tento vzorec je však zjednodušený. Je vhodný pro trubky s malým průměrem a tloušťkou stěny. Pro přesnější výpočet je třeba počítat faktor tenkosti (Kt):
Kt = S/Dn
- Kt — koeficient tenkosti.
- S — tloušťka stěny trubky (v mm).
- Dn — vnější průměr trubky (v mm).
Poměr tloušťky ukazuje, jak tenká je trubka vzhledem k jejímu průměru. Čím nižší je hodnota Kt, tím tenčí je stěna potrubí.
Jak použít Kt k výpočtu poloměru ohybu?
V závislosti na hodnotě Kt lze upravit vzorec pro výpočet poloměru ohybu. Například pro potrubí s Kt > 0,1 se doporučuje použít vzorec:
R = 30*S
A pro dýmky s Kt Podrobnosti. ️
R = 10*S
Je důležité si uvědomit,:
- Tyto vzorce jsou přibližné.
- Chcete-li přesně vypočítat poloměr ohybu, je lepší kontaktovat specialisty nebo použít speciální programy.
Měření poloměru ohybu v praxi: Metody a nástroje
Existuje několik způsobů, jak měřit poloměr ohybu trubky:
1. Metoda řetězce a pravítka
Tato metoda je vhodná pro měření poloměru ohybu trubek s relativně malým zakřivením.
Postup:
- Natáhněte provázek podél povrchu trubky v ohybu.
- Změřte vzdálenost od provázku k vnějšímu povrchu trubky v nejvyšším bodě.
- Tato vzdálenost se bude rovnat poloměru ohybu.
Další vysvětlení:
- Pro přesnější měření použijte strunu s minimálním natažením.
- Měření by měla být provedena v několika bodech podél křivky, abyste získali představu o rovnoměrnosti zakřivení.
2. Šablonová metoda
Tato metoda je vhodná pro měření poloměru ohybu trubek s velkým zakřivením.
Postup:
- Vytvořte šablonu se známým poloměrem.
- Připevněte šablonu k potrubí v místě ohybu.
- Pokud šablona odpovídá zakřivení trubky, pak se poloměr ohybu trubky rovná poloměru šablony.
Další vysvětlení:
- Šablona může být vyrobena ze dřeva, plastu nebo kovu.
- Pro přesnější měření použijte šablony s různými poloměry.
3. Metoda pomocí speciálních nástrojů
Pro měření poloměru ohybu existují speciální nástroje, např. metry poloměru. Umožňují měřit poloměr ohybu s vysokou přesností.
Další vysvětlení:
- Poloměrové měřiče se běžně používají v průmyslu a laboratořích.
- Při výběru poloměru je nutné vzít v úvahu rozsah měřených poloměrů.
Stanovení zakřivení potrubí
Zakřivení potrubí je indikátor charakterizující odchylku potrubí od přímky. Může být vyjádřen ve stupních nebo milimetrech na metr délky.
Jak změřit zakřivení trubky?
K měření zakřivení potrubí lze použít různé metody:
- Metoda struny a hranolu: Natáhněte provázek přes hranoly umístěné v určité vzdálenosti od sebe. Změřte vzdálenost od provázku k povrchu trubky v nejvyšším bodě. Tato vzdálenost bude charakterizovat zakřivení trubky.
- Metoda úrovně: Na potrubí umístěte vodováhu a změřte úhel odchylky od vodorovné roviny. Tento úhel bude charakterizovat zakřivení trubky.
- Metoda pomocí speciálních nástrojů: Pro měření zakřivení trubek existují speciální nástroje, kupř. měřidla zakřivení.
Výpočet délky ohybu trubky
Při ohýbání trubky je důležité správně vypočítat její délku, aby nedošlo k deformacím a byla zajištěna přesnost návrhu.
Vzorec pro výpočet délky ohybu trubky:
L = R × θ × 0,01745 + K × tan(θ/2) × ((π/180) × R – K/2)
- L — délka ohybu (v mm).
- R — poloměr ohybu (v mm).
- θ — úhel ohybu (ve stupních).
- K — délka přímých úseků na obou koncích ohybu trubky (v mm).
Příklad:
Představte si, že potřebujete ohnout trubku pod úhlem 90 stupňů s poloměrem ohybu 100 mm a rovným úsekem 50 mm na každé straně. Délka ohybu pak bude:
L = 100 × 90 × 0,01745 + 50 × tan(90/2) × ((π/180) × 100 – 50/2) ≈ 157 + 100 ≈ 257 mm.
Důležité tipy a triky pro ohýbání trubek
- Před ohýbáním trubky se ujistěte, že je vyrobena z materiálu, který lze ohýbat. Některé materiály, jako jsou křehké kovy nebo plasty, mohou při ohýbání prasknout.
- K ohýbání trubky použijte správný nástroj. K dispozici je mnoho nástrojů pro ohýbání trubek, od ručních po hydraulické. Vyberte nástroj, který je vhodný pro průměr a materiál trubky.
- Při ohýbání trubky dbejte na to, aby se nepřehřívala. Přehřátí může vést ke změnám ve struktuře materiálu a snížení pevnosti potrubí.
- Neohýbejte trubku na příliš malý poloměr. To může vést k deformaci a poškození potrubí.
- Po ohnutí trubky zkontrolujte, zda není zdeformovaná a poškozená. Pokud zjistíte nějaké závady, opravte je před použitím potrubí.
Závěry a závěr
Měření poloměru ohybu trubky je důležitým krokem při práci s trubkami. Vyhnete se správnému určení poloměru ohybu deformací, poškození a poskytuje bezpečný a efektivní provoz konstrukce.
Klíč zjištění:
- Poloměr ohybu je vzdálenost od středu zakřivení k vnějšímu povrchu trubky.
- Minimální poloměr ohybu závisí na tloušťce stěny trubky a jeho průměr.
- Pro výpočet poloměru ohybu použijte speciální vzorce, které berou v úvahu koeficient tenkost.
- Poloměr ohybu můžete měřit pomocí struny и pravítka, šablona nebo speciální nástroje.
- Při ohýbání trubky je důležité zvážit její materiál, инструмент a teplotu.
Doufámeže vám tento článek pomohl porozumět složitosti Měření a výpočet poloměru ohybu trubky. Hodně štěstí ve vašem projekty!
FAQ (Nejčastější dotazy ):
- Jak identifikovat, jaký poloměr ohybu je potřeba pro můj? trubky?
- Poloměr ohybu závisí z designu, materiál trubky a požadavky na pevnost. Doporučeno k použití vzorce и doporučeníuvedeno v tomto článku.
- Je možné ohnout trubku pod nějakou? úhel?
- Ano, trubku lze ohnout pod libovolnou úhel, ale je důležité zvolit správný rádius ohýbáníaby nedošlo k deformaci.
- Jaké nástroje jsou potřeba k měření poloměru ohybu? trubky?
- K měření poloměru ohybu můžete použít řetězec и pravítko, šablona nebo speciální Nástroje, jako jsou metry poloměru.
- Jak se vyhnout poškození potrubí při ohýbání?
- Vyhnout se poškození, je důležité zvolit správný rádius ohýbání, použijte vhodné инструмент a sledovat teplotu potrubí.
- Co делатьpokud je potrubí zdeformované při ohýbání?
- Pokud potrubí deformované, je to nutné opravit nebo vyměnit.
- Kde najdu více informací o ohýbání? potrubí?
- Podrobnější informace naleznete ve specializovaných literatura a na webových stránkách výrobců trubek.
- Jaký vzorec se používá k výpočtu délky ohybu trubky?
- Pro výpočet délky ohybu potrubí je speciální vzorec, který zohledňuje poloměr ohýbání, injekce ohýbání a délky přímých úseků.
- Jak vypočítat koeficient tenkosti trubky?
- Koeficient tenkosti se vypočítá pomocí vzorce Kt = S / Dn, kde S je tloušťka stěny trubkya Dn je vnější průměr trubky.
- Co je zakřivení trubky?
- Zakřivení potrubí – toto je indikátor, charakterizující odchylku potrubí od přímky.
- Jak měřit zakřivení trubky?
- Zakřivení trubky lze měřit pomocí struny и hranoly, úroveň nebo speciální nástroje.
Minimální poloměr ohybu na ohýbačkách trubek metodou navíjení, vyráběných firmou BMK, je od 1,5 průměru trubky pro ohýbání trnu a od 3 průměrů trubky pro ohýbání bez trnu.
Níže jsou uvedeny normy GOST pro doporučené poloměry ohybu trubek.
Minimální přípustné poloměry ohybu pro kruhové trubky podle GOST
Poloměr ohybu trubky závisí na jejím vnějším průměru (Dн), tloušťce stěny (S) a plasticitě materiálu.
Důležitým ukazatelem spolu s poloměrem ohybu je délka přímého úseku trubky potřebné k jejímu upnutí při ohýbání.
Doporučené minimální poloměry ohybu a délky přímých úseků při ohýbání měděných a mosazných trubek vyrobených v souladu s GOST 617-90 a GOST 494-90
| Dн | Vnější průměr trubky, mm | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Poloměr ohybu podél osy trubky (axiální poloměr), mm | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Minimální délka přímého úseku, mm | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Doporučené minimální poloměry ohybu a délky přímých úseků při ohýbání ocelových vodovodních a plynových trubek vyrobených v souladu s GOST 3262-75
| Dělat | Podmíněný průchod, mm | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Vnější průměr trubky, mm | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| Rmin | Minimální poloměr ohybu pro ohýbání trubek za tepla, mm | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Minimální poloměr ohybu pro ohýbání trubek za studena, mm | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| Lmin | Minimální délka rovného úseku | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
Při výběru poloměru ohybu je třeba dát přednost poloměrům ohybu pro ohýbání trubek za studena.
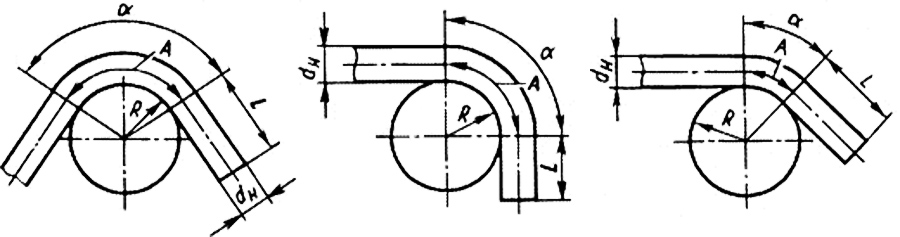
Při určování délky dílu obrobku se sčítají délky přímých úseků a délky oblouků zakřivených úseků trubky.
Délka oblouku zakřivené části (A) se vypočítá podle vzorce:
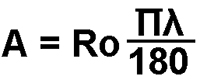
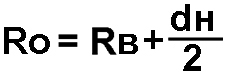
Ro – axiální poloměr ohybu trubky, mm
Rв — vnitřní poloměr ohybu trubky, mm
dн – vnější průměr trubek, mm.
Při poloměrech ohybu trubek uvedených v tabulkách je zaručena požadovaná kvalita ohybu z hlediska elipsy – ovalita (ne více než 12,5 %).
BALTSKÉ
STROJNÍ INŽENÝRSTVÍ
SPOLEČNOST
198097, Rusko, Petrohrad, Stachek Ave. 47
(území OJSC Kirov Plant)
Telefon/fax: +7 (812) 331-08-40, 331-39-70
Telefonní číslo závodu Kirov: 71-340, 71-390
125599, Rusko, Moskva, 78 km MKAD, č. 14, bldg. 1
Telefon/fax: +7 (495) 133-96-88
Pracovní doba: Po-Pá od 9 do 18. Fax: XNUMX hodin denně.
[email protected]